
Włóż zawór do tulei i mocno dociśnij do gniazda.
mierzyć dystans «A» między końcem zaworu a górną krawędzią głowicy (patrz ryc. 52).
Określ dopuszczalny rozmiar fazy roboczej, odejmując od zmierzonej wartości «A» dopuszczalna minimalna odległość końca pręta od krawędzi głowicy bloku, która wynosi 35,8 mm dla zaworu dolotowego i 36,1 mm dla zaworu wydechowego.
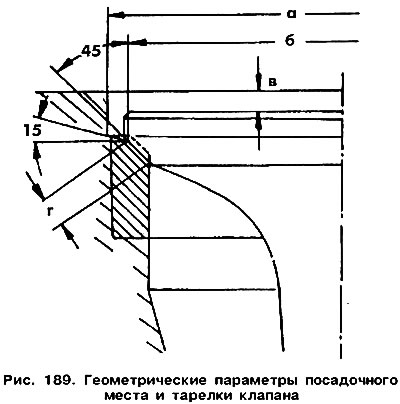
Sprawdź zużycie siedzeń. Drobne ślady zużycia można naprawić za pomocą noża 45°. Jeśli skos roboczy ma głębokie wgłębienia, gniazda muszą być ponownie obrobione. Gniazda są frezowane podczas wymiany tulei prowadzących. Najpierw frezem 45°obrabiana jest właściwa faza robocza, a następnie obrabiana jest górna część pod kątem 15°, tak aby szerokość pasa roboczego wynosiła 2,0 mm dla zaworów dolotowych i 2,4 mm dla zaworów wydechowych.
Obróbka kończy się po osiągnięciu wymaganej szerokości fazy roboczej. Zaleca się sprawdzenie, czy faza robocza nie jest zbyt głęboko w głowicy. Aby to zrobić, zawór jest wkładany do gniazda, a rozmiar jest mierzony za pomocą głębokościomierza «V» (patrz ryc. 189). Jeśli przekracza 1,5 mm, siedzisko jest za głębokie i należy wymienić głowicę.
Uwaga! Jeżeli silnik posiada głowicę z wałkiem rozrządu po fabrycznej regeneracji to montaż luzów zaworowych nie jest wymagany (w pojazdach produkowanych od 1986 roku.), ponieważ głowica jest wyposażona w popychacze hydrauliczne. Zaleca się dobrze nasmarować powierzchnie styku popychaczy z krzywkami wałków rozrządu przed montażem głowicy. Plastikowe zaślepki zapobiegające wypadaniu zaworu można zdjąć dopiero po zamontowaniu głowicy.
Po obróbce gniazda powierzchnie gniazda i zaworu muszą zostać dotarte. Aby to zrobić, pokryj sfazowania powierzchni pastą docierającą i włóż zawór do otworu. Zamocuj uchwyt na zaworze i dociskając do gniazda, obróć zawór w obu kierunkach (patrz ryc. 53). Następnie usuń pastę i wyczyść wszystkie części. Sprawdź sfazowania dysku zaworu i gniazda. Na obu powierzchniach powinien być widoczny ciągły matowy pierścień o szerokości odpowiadającej szerokości skosu roboczego. Na powierzchni roboczej dysku zaworu wykonać ołówkiem kilka oznaczeń po około 1 mm, wsunąć zawór w tuleję i wcisnąć dysk w gniazdo. Mocno dociskając, obróć zawór o 900. Zdejmij zawór i sprawdź, czy ślady ołówka zniknęły ze skosu roboczego. Jeśli szerokość pasa mieści się w dopuszczalnych granicach, możesz przystąpić do montażu głowicy bloku. W przeciwnym razie konieczne jest kontynuowanie szlifowania lub zamontowanie przywróconej głowicy bloku.
Komentarze gości