
Поставете вентила в ръкава и натиснете здраво към седлото.
Измерете разстоянието "A" между края на вентила и горния ръб на главата (вижте фиг. 52).
Определете допустимия размер на фаската, като извадите от измерената стойност "A" допустимото минимално разстояние на края на пръта от ръба на главата на блока, което е 35,8 mm за входящия клапан и 36,1 mm за изпускателния клапан.
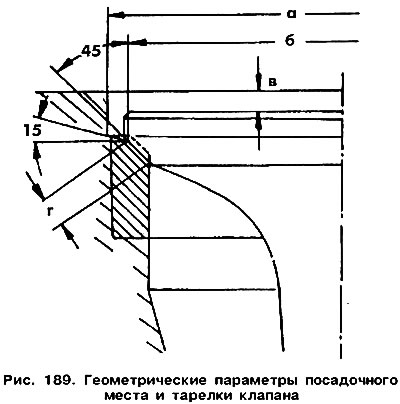
Проверете седалките за износване. Незначителните признаци на износване могат да бъдат поправени с 45° нож. Ако работната фаска има дълбоки кухини, седалките трябва да бъдат обработени отново. Седалките се фрезоват при смяна на водещите втулки. Първо, действителната работна фаска се обработва с фреза 45°, а след това горната част се обработва под ъгъл 15°, така че ширината на работната лента да е 2,0 mm за входящите клапани и 2,4 mm за изпускателните клапани.
Обработката завършва при достигане на необходимата ширина на работната фаска. Препоръчително е да проверите дали работната фаска не е твърде дълбоко в главата. За да направите това, вентилът се вкарва в седалката и с помощта на дълбокомер се измерва размерът "in" (вижте фиг. 189). Ако надвишава 1,5 мм, седалката е твърде дълбока и главата трябва да се смени.
Внимание! Ако двигателят е оборудван с глава с разпределителен вал след преработка във фабриката, тогава не се изисква инсталиране на хлабини на клапаните (в автомобили, произведени след 1986 г.), тъй като главата е оборудвана с хидравлични тласкачи. Препоръчително е да смажете добре контактните повърхности на тласкачите с гърбиците на разпределителния вал преди монтиране на главата. Пластмасовите капачки, които предпазват клапана от изпадане, могат да се отстранят само след монтиране на главата.
След обработката на седлото фасетите на седлото и клапана трябва да бъдат припокрити. За да направите това, покрийте фаските на повърхността с прилепваща паста и поставете вентила в отвора. Прикрепете инструмента към вентила и като го притиснете към седлото, завъртете клапана в двете посоки (вижте фиг. 53). След това отстранете пастата и почистете всички части. Проверете фаските на диска на клапана и седлото. И на двете повърхности трябва да се вижда непрекъснат матов пръстен с ширина, съответстваща на ширината на работната фаска. На работната повърхност на диска на вентила направете няколко маркировки с молив след около 1 мм, поставете клапана в втулката и натиснете диска в гнездото. Натискайки силно, завъртете вентила на 900. Отстранете клапана и проверете дали следите с молив са изчезнали от работната фаска. Ако ширината на колана е в допустимите граници, можете да започнете да инсталирате главата на блока. В противен случай е необходимо да продължите шлайфането или да инсталирате възстановена блокова глава.
Коментари на посетители