
Пружини на клапаните
Точната проверка на пружините на клапаните изисква използването на специален измервателен инструмент. Ако няма такъв, можете да направите следното:
Сравнете свалената пружина с новата. Ако старата пружина е по-къса от новата, значи тя е износена и трябва да се смени заедно с останалите.
Поставете пружините върху равна повърхност (стъкло) с намотките натиснати надолу. Прикрепете квадрат към пружината и измерете разстоянието от горния ръб на пружината до квадрата. Ако е по-голям от 2,0 mm, тогава пружината е недопустимо огъната и трябва да бъде сменена.
Поставете пружините върху равна повърхност (стъкло) с намотките натиснати надолу. Прикрепете квадрат към пружината и измерете разстоянието от горния ръб на пружината до квадрата. Ако е по-голям от 2,0 mm, тогава пружината е недопустимо огъната и трябва да бъде сменена.
Водач на клапани
Почистете водачите на клапаните с парцал, напоен с бензин или ацетон. След почистване поставете подходящия клапан в отворите.
Прикрепете индикатора към съединителната равнина на главата на блока със специална скоба (фиг. 46). Плъзнете клапана от ръкава, докато краят на стеблото на клапана се скрие в отвора в ръкава.

Докато люлеете клапана в посока, перпендикулярна на оста на стеблото на клапана, вземете показанията на сензора. Ако превишават 1,0 mm за всмукателните клапани и 1,3 mm за изпускателните клапани, втулките трябва да се сменят.
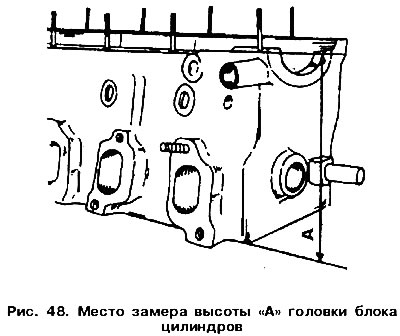
Преди да смените втулките, трябва да се оцени общото състояние на главата на блока. Глава с малки пукнатини между леглата на клапана (фиг. 47) или между леглото на клапана и първата резба в отвора на свещта може да се използва повторно или да се шлайфа, ако пукнатините не са по-широки от 0,5 mm. Размерът "А" след ремонтно шлифоване (фиг. 48) не може да бъде по-малък от 135,6 mm.
 |  |
Внимание! Ако втулката на клапана е сменена, леглата на клапаните трябва да бъдат обработени машинно.
Преди да натиснете водещата втулка от главата на блока, проверете дали има опорен фланец в края й (вижте стрелката на фиг. 45). Втулка с фланец се изтласква от страната на горивната камера, а без фланец - от страната на разпределителния вал. Старата направляваща втулка се пресова с помощта на прът с подходящ диаметър. За да улесните работата, можете да загреете главата. Пръчката трябва да завършва с по-тънко стебло, което се вкарва в отвора на втулката.
Едновременно със смяната на водещите втулки трябва да се сменят и клапаните. Седалките на клапаните трябва да се шлифоват отново.
Смажете новите втулки с много масло и натиснете в студената глава от страната на разпределителния вал, докато опорният фланец се изравни с равнината на свързване на главата на блока. Невъзможно е допълнително натискане, тъй като фланецът може да бъде отрязан.
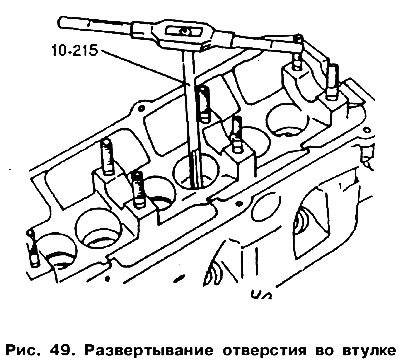
След натискане отворите на втулките трябва да се разширят със специален райбер "10-215" (фиг. 49). Отворите на втулките за всмукателния и изпускателния клапан трябва да се разширят до размер 8,0 mm. В този случай между втулката и клапана ще се поддържа нормализирана хлабина.
Седла на клапани
Ако леглото на разпределителния вал е износено, тогава можете да използвате възстановена блокова глава. В този случай не се изисква подготовка на леглото на клапана.
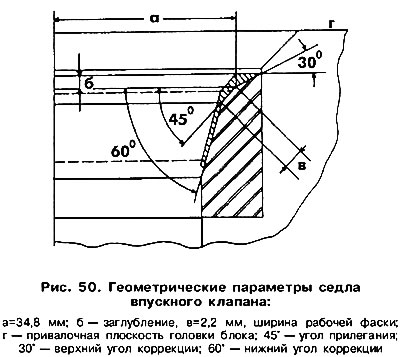 | 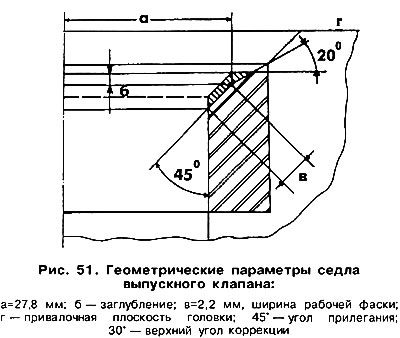 |
Проверете износването на седлото на всеки клапан. Малкото износване на повърхността може да се коригира с 45° конусовидна фреза. Силно износените седалки трябва да се шлифоват отново. Стойностите на геометричните параметри на седалките на клапаните са показани на фиг. 50 и 51. Дизайнът на леглата на клапаните в карбураторните двигатели и двигателите с впръскване на гориво е един и същ. Трябва да се гарантира, че работната фаска не е твърде дълбоко в тялото на главата на блока. За да проверите това, трябва да изпълните следните стъпки:
- поставете вентила във водещата втулка, като натиснете главата на клапана към гнездото в областта на фаската;
- измерете разстоянието "A" (Фиг. 52) между края на стеблото на клапана и горната свързваща равнина (вижте Фиг. 50, 51) на главата на блока.
- определете допустимата дълбочина на клапана (обозначена като "b" на Фиг. 50 и 51), въз основа на измереното разстояние "A" и факта, че минималното разстояние от края на стеблото на клапана до горната свързваща равнина на главата на блока е 35,8 мм за всмукателния клапан и 36,1 мм за изпускателния.

При обработката трябва да се придържате към следните препоръки.
При смяна на водачите на клапани, леглата на клапаните трябва да бъдат обработени, което се прави по следния начин. Самата повърхност на лентата се обработва с фреза с ъгъл 30° (входящ клапан) или 45° (изходящ клапан), след което се оформя желаната ширина на работната лента (2,2 mm) чрез обработка на горната част с фреза. от 45° (входящ клапан) или 30° (изходящ клапан) и дъното с 60° нож (само за входящи клапани).
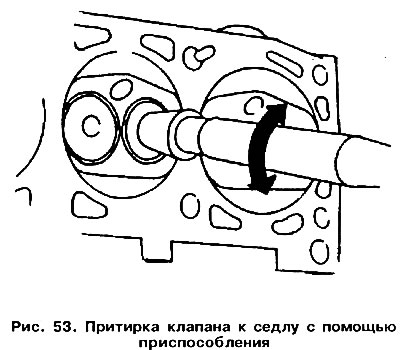
След обработката на работните фаски на седалките, клапаните трябва да бъдат шлифовани към тях. За да направите това, покрийте повърхността на седалката с паста за прилепване, смесена с двигателно масло, и поставете клапана на място, като смажете стеблото му с двигателно масло. Прикрепете инструмент за прилепване към вентила и завъртете вентила в двете посоки (фиг. 53), докато леко натискате клапана към седлото. Работата в началния етап може да бъде улеснена, ако вентилът се завърти със свредло. Завършете прилепването, като използвате само чисто двигателно масло.
След като прилепването приключи, отстранете пастата и почистете всички повърхности. Проверете седлото и повърхностите на седлото на клапана. На двете повърхности трябва да има непрекъснат непрозрачен пръстен с ширина, равна на ширината на работния скос.
Върху работната фаска на вентила направете няколко маркировки в кръг с молив през около 1 мм. Поставете вентила в ръкава и го натиснете в седлото. Леко натискане на вентила, завъртете го на 90 °.
Отстранете вентила и се уверете, че следите от молив върху работния ремък са изчезнали. Започнете да сглобявате главата. В противен случай трябва да продължите да обработвате свързващите повърхности и в краен случай да инсталирате нова или възстановена цилиндрова глава.
Вентили
Незначителна повреда по лицето на клапана може да бъде отстранена чрез притискане на клапана към седлото, както е описано по-горе.
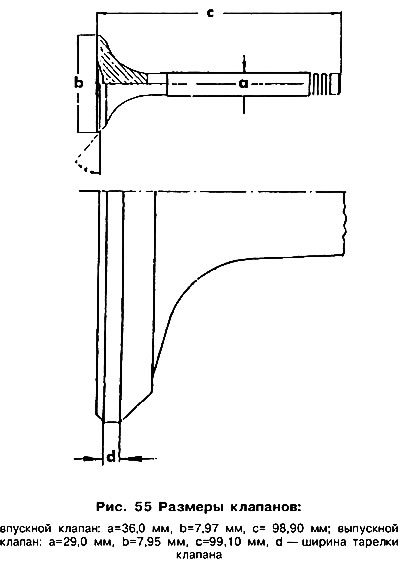
Проверете износването на контролния клапан (фиг. 55), като вземете предвид разликата между всмукателни и изпускателни клапани. Вентилите със силно износване трябва да се сменят.
Ако се появят признаци на износване в края на стеблото на клапана, можете да го смилате, като не забравяте, че отстраненият слой метал не трябва да надвишава 0,5 mm.
Дисковете на клапаните не трябва да се шлифоват. Повредените клапани могат да бъдат само шлифовани или заменени с нови.
Цилиндрова глава
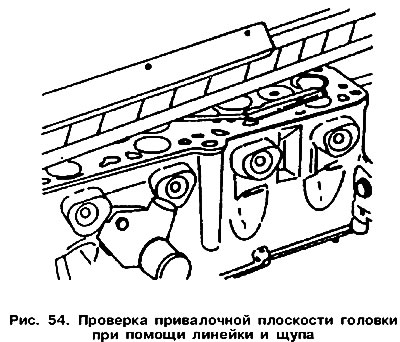
Почистете добре съединителните повърхности на главата на блока и блока на двигателя и след това проверете дали главата на блока е деформирана. За да направите това, поставете специална релса върху равнината на свързване на главата на блока, както е показано на фиг. 54, и с помощта на измервателни уреди, определете степента на изкривяване на главата на блока по протежение, напречно и по диагоналите на равнината на свързване. Ако празнината не е много повече от 0,10 мм, тогава главата трябва да се даде за смилане. При голяма неравност на повърхността е необходима задължителна подмяна на главата. След смилане височината на главата на блока не трябва да бъде по-малка от 135,6 mm. Мястото за измерване на височината на главата на блока е показано на Фигура 48.
Разпределителен вал
Разпределителният вал е маркиран по определен начин, показан на фигура 56, в зависимост от типа на двигателя:
- в карбураторния двигател тип "HZ" разпределителният вал не е маркиран;
- при карбураторния двигател "MN" и тип "NU" разпределителният вал има лят ремък между гърбиците на първия цилиндър, с по-голям диаметър от опорната шийка, показана на фиг. 56 буква "Г";
- в двигател с инжекционна система разпределителният вал има два ляти ремъка между гърбиците на първия цилиндър, означени на фиг. 56 с буквата "B", но този вал няма гърбица "C" за задвижване горивната помпа.

Монтирайте външните шийки на разпределителния вал върху две призми, разположени на измервателната плоча, или я затегнете в центровете на струг (фиг. 57). Прикрепете индикатор към централната шийка на вала. Бавно завъртете разпределителния вал, прочетете индикатора. Ако показанията надвишават 0,10 mm, валът е деформиран и трябва да бъде сменен. Проверете вала за видими дефекти.

За да се провери радиалната хлабина в лагерите на вала, е необходимо да се използва калибрирана пластмасова тел "Plasligage".
Проверката трябва да се извърши без инсталиране на тласкачи, както следва:
Почистете капаците и леглото на разпределителния вал и монтирайте вала на място.
Поставете парче калибриран проводник по оста на вала върху всяка лагерна шийка на вала и монтирайте лагерните капачки според техните номера (вижте фиг. 42). Затегнете равномерно закрепващите гайки на капака, като започнете от средата към краищата, със сила от 6 Nm, след което ги затегнете с още 90 °. Тогава разпределителният вал не може да се завърти.
Завъртете гайките за закрепване на капаците на лагерите в обратен ред и свалете капаците. Сравнете ширината на калибрираните телени сегменти със съществуващия шаблон на линийка. Ако хлабината в някой лагер надвишава 0,10 mm, тогава е достигната границата на износване на лагера и разпределителния вал, което ще изисква смяна на вала, а често и на главата на цилиндъра.
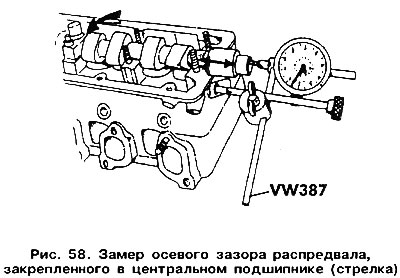
За да се определи аксиалната хлабина, е необходимо да се монтира разпределителният вал в главата на блока (без тласкачи) и да се закрепи с централен капак на лагера. Монтирайте главата на блока върху равна повърхност и като фиксирате индикатора отпред на главата на блока (фиг. 58) преместете вала по оста. Аксиалната хлабина не трябва да надвишава 0,15 мм. По-висока стойност показва износване на опорната повърхност на лагерния капак.
Коментари на посетители