
Вентилни пружини и водачи на клапани
За пълна проверка на пружините на клапаните трябва да се използва специален инструмент за тестване на пружини. Ако не, тогава монтирайте пружините в един ред върху гладка повърхност, така че затвореното набраздяване да е отдолу. Поставете стоманен ъгъл до пружината и измерете разстоянието между върха на пружината и ъгъла. Разстоянието не трябва да надвишава 2,0 мм. В противен случай пружината е изкривена.
Водач на клапани
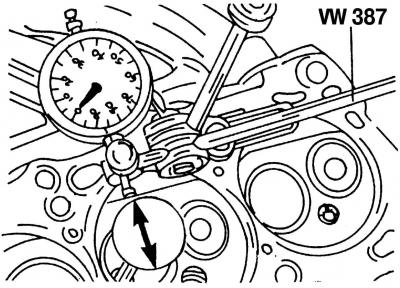
Фиг. 38. Проверка на биенето на стеблото на клапана вътре в направляващата втулка с помощта на измервателно устройство VW387
Проверката на биенето на стеблото на клапана вътре в направляващата втулка се извършва с помощта на измервателното устройство VW387, циферблатен индикатор (фиг. 38).
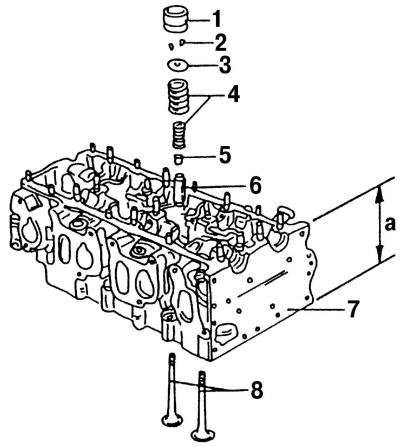
Фиг. 37. Подробности за задвижващия механизъм на клапана: 1 - хидравличен тласкач; 2 - половини на стеблото на клапана (крекери); 3 - горна плоча на пружината на клапана; 4 - клапанни пружини; 5 - капачка на масления дефлектор; 6 - направляваща втулка на клапана; 7 - цилиндрова глава; 8 - клапани; a - височина на главата на цилиндъра
Разклатете диска на клапана в горната част напред-назад и проверете показанията на циферблатния индикатор. Ако показва повече от 1,0 mm на всмукателните клапани и повече от 1,3 mm на изпускателните клапани, тогава водачът на клапана трябва да се смени. Трябва също така да проверите общото състояние на главата на цилиндъра, преди да смените водачите на клапаните. Глава на цилиндър с малки драскотини между леглата на клапана или между леглото на клапана и резбите на отвора на запалителната свещ може да се шлифова и използва повторно, при условие че драскотините не надвишават 0,5 mm на ширина. След повторно шлайфане на главата на цилиндъра стойността a (фиг. 37) трябва да бъде най-малко 139,50 mm. Това е минималният размер. Номиналният размер на височината на главата на цилиндъра е (140±0,1) mm. Измерванията трябва да се правят или с шублер,
- поставете главата на цилиндъра върху пресовата маса, за да премахнете водача на клапана;
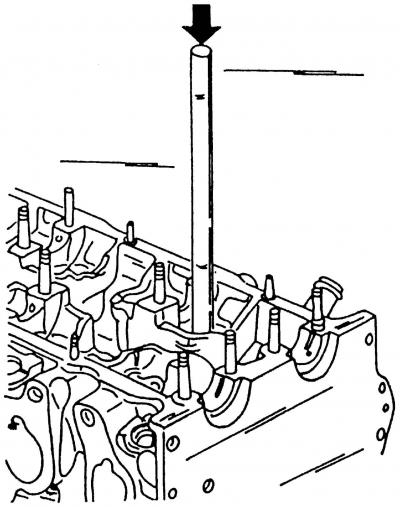
Фиг. 39. Натискане на водача на клапана. Новите втулки се пресоват от същата страна
- Водачите на клапаните се отстраняват, като се изтласкват от страната на разпределителните валове на главата на цилиндъра (фиг. 39) с помощта на перфоратор.
Главата на цилиндъра може да се нагрее, за да се улесни тази работа. На перфоратора трябва да завиете щифта, който отговаря на размера на вътрешността на водача на клапана:
- когато сменяте водача на клапана, сменяте и самия клапан. След това трябва да шлифовате отново седалките на клапаните;
- преди монтажа смажете новите водачи на клапани с двигателно масло и ги натиснете от страната на разпределителните валове в студената глава на цилиндъра, така че рамото на водача на клапана да пасне в главата на цилиндъра. Налягането при пресоване не трябва да надвишава 1 тон, в противен случай яката може да се отреже. Главата на цилиндъра трябва да лежи върху идеално равна повърхност;
- след натискане пробийте отворите във водещата втулка на всмукателния и изпускателния клапан с райбер 7,0 mm;
- след смяна на водачите на клапаните, леглата на клапаните трябва да бъдат припокрити;
- След притриване, измийте добре гнездата и каналите на главата на цилиндъра и продухайте със сгъстен въздух.
Седла на клапани
Проверката и ремонтът на леглата на клапаните се извършва, както следва:
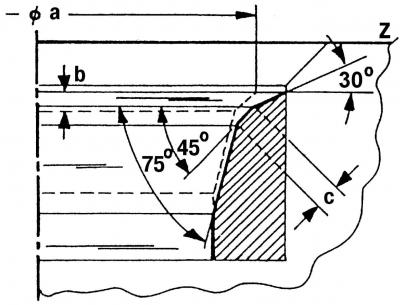
Фиг. 40. Седла на входящия клапан: a - диаметър на седлото на клапана (вижте таблицата за регулиране и управление); b - максимален размер след ремонт; c - ширина на леглото на клапана, 1,7 mm; z - долен ръб на главата на цилиндъра; 30° - горен корекционен ъгъл; 45° - ъгъл на фаската на леглото на клапана; 75° - долен корекционен ъгъл
- Проверете всички легла на клапани за износване и драскотини. Повърхностите на седлото (контактната зона на клапана) не трябва да съдържат вдлъбнатини, корозия и повреди. Малките повреди могат да бъдат поправени чрез шлифоване на седалките с 45° фреза. В същото време отстранете възможно най-малко метал. Можете да мелите както ръчно, така и с мелница. Ако седалките са силно износени, трябва да се фрезоват. Формата на фаските на леглата на клапаните е показана на фиг. 40 и 41;
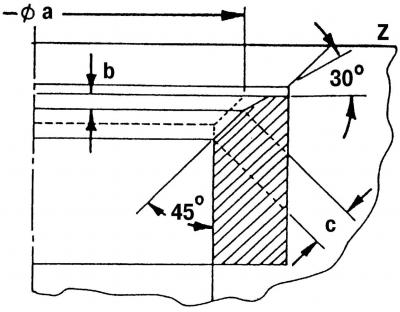
Фиг. 41. Седла на изпускателния клапан: a - диаметър на седлото на клапана (вижте таблицата за регулиране и управление); b - максимален размер след ремонт; c – ширина на леглото на клапана, 2,4 mm; z - долен ръб на главата на цилиндъра; 30° - горен корекционен ъгъл; 45° - ъгъл на скосяване на седалката на клапана
- направете следните измервания, за да запазите размерите на b, за това:
- поставете вентила в неговата водеща втулка и натиснете върху леглото на клапана;
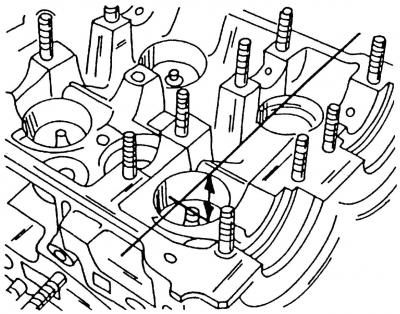
Фиг. 42. Измерване на височината на издатината на края на стеблото на клапана над горния ръб на главата на цилиндъра
- измерете височината на издатината на края на стеблото на клапана над горния ръб на главата на цилиндъра (фиг. 42). За да направите това, поставете измервателна линийка върху равнината на главата на цилиндъра. На всмукателните клапани трябва да бъде 33,9 мм, а на изпускателните - 34,1 мм;
- Изчислете стойността b, като извадите минималното разстояние от измерената стойност.
Това е необходимо, за да не се пробиват прекалено много леглата на клапаните в главата на цилиндъра. Седлата на клапаните също трябва да бъдат фрезовани, ако са монтирани нови водещи втулки. За целта са ви необходими:
- леко награпавете горния ръб на леглото на клапана с фрезера под ъгъл 45° и след това с фрезера под 30°, за да намалите ширината на седлото на клапана до 1,7 mm за всмукателни и 2,0 mm - за изпускателни клапани. Обработката трябва да бъде спряна веднага щом размерите на леглото на клапана достигнат определените размери. Седлата на изпускателните клапани имат ограничители на диаметъра. Когато обработвате, внимавайте да не повредите тези ограничители;
Фиг. 43. Притискане на вентила с вендуза
- шлайфайте обработените легла на клапаните. За да направите това, нанесете малко количество диамантена паста за прилепване върху леглото на клапана и монтирайте клапана в подходящото легло. Прикрепете вендуза към вентила и завъртете клапана с него напред-назад (фиг. 43);
- проверете леглото на клапана на мястото на диска на клапана и О-пръстена. И на двете части трябва да се вижда непрекъснат матиран пръстен;
- начертайте няколко линии с молив върху пръстена в пластината на клапана. Около пръстена трябва да се начертаят тирета на интервали от приблизително 1 мм. След това внимателно поставете клапана в направляващата втулка, спуснете го върху седалката и го завъртете на 90 °, като прилагате лека сила върху клапана;
- отстранете клапана и проверете дали линиите с молив от о-пръстена са изчезнали;
- След прилепване внимателно почистете всички части от мръсотия и прилепваща паста. Ако ширината на леглото на клапана съответства на посочените размери, тогава главата на цилиндъра може да бъде монтирана. В противен случай трябва да се преработят леглата на клапаните или най-малкото да се монтира нова глава на цилиндъра.
Вентили
Отстранете въглеродните отлагания от клапаните. Проверете дали прътът е деформиран и дали има пукнатини по плочата, за които:
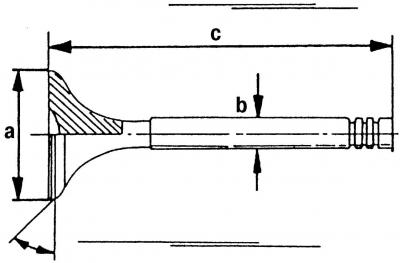
Фиг. 44. Контролни размери на клапаните: a - диаметър на диска на клапана; b - диаметър на стеблото на клапана; c - дължина на клапана
- измерете според фиг. 44 и сменете всички клапани, които не отговарят на тези размери. Стойностите a, b и c могат да бъдат взети от таблицата с допустими отклонения и контрол;
- ако краят на стеблото на клапана е износен, той може да се шлайфа на шлифовъчна машина, при условие че не повече от 0,50 mm метал се отстранява по време на шлайфането;
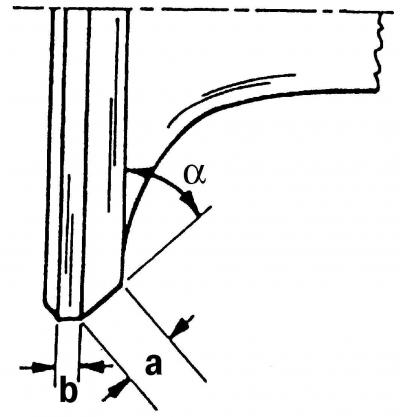
Фиг. 45. Размери при шлайфане на фаски на клапани: a = 45°; a = максимум 3,5 mm; b = минимум 0,5 mm
- Дисковете на входящия клапан могат да бъдат шлифовани на мелница за клапани, при условие че стойността на b (фиг. 45) е не по-малка от 0,5 mm.
Внимание! Шлифоването на машината не е разрешено за изпускателни клапани, тъй като те са изработени от специален материал. Само чрез намазване с паста можете да опитате да върнете изпускателните клапани в нормално състояние. В противен случай те трябва да бъдат заменени.
Цилиндрова глава
Измийте старателно главата на цилиндъра и почистете маслените канали. Отстранете въглеродните отлагания от горивните камери и от повърхността на изпускателните канали с телена четка. Почистете добре контактните повърхности на главата на цилиндъра и блока на цилиндъра. Огледайте главата на цилиндъра. Лагерите под шийките на разпределителния вал и в отворите за повдигачите на клапаните не трябва да бъдат надраскани или повредени. Не се допускат пукнатини във всички места на главата на цилиндъра.
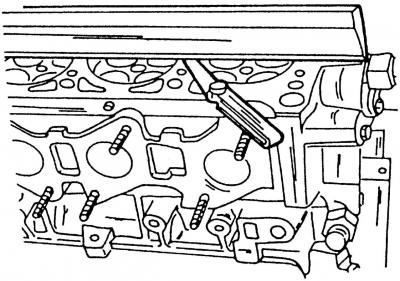
Фиг. 46. Проверка на главата на цилиндъра за деформация с помощта на измервателна линийка и сонда
Проверете повърхността на главата на цилиндровия блок за деформация (фиг. 46).
За да направите това, поставете линийка за измерване на главата и използвайте щуп, за да проверите празнината по дължина, напречно и по диагонал. Ако не надвишава 0,10 mm, тогава главата на цилиндъра може да бъде шлайфана. Ако празнината на някое място е по-голяма, тогава главата на цилиндъра трябва да се смени, тъй като отстраняването на по-голям слой метал може да повлияе неблагоприятно на компресията на двигателя.
Разпределителни валове
Разпределителните валове не са взаимозаменяеми главно поради наличието на датчик на Хол на един от тях. Валовете се идентифицират с номер на резервна част.
Когато проверявате разпределителните валове, обърнете внимание на повърхностите на лагерните шийки (местата на лагерите), гърбиците, които трябва да са добре полирани и да не са повредени. Ако се открият признаци на задръстване или дълбоки следи, разпределителният вал трябва да се смени.
Преди да инсталирате разпределителните валове, трябва да се извърши следната работа:
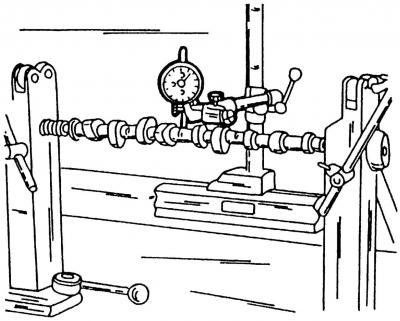
Фиг. 47. Измерване на радиалното биене на разпределителния вал
- монтирайте разпределителния вал с външните шийки върху две призми или между скобите на струга и монтирайте измервателния уред на мястото на средния лагер (шийка) на разпределителния вал (фиг. 47);
- Завъртете бавно разпределителния вал и наблюдавайте показанията на манометъра. Ако според показанията на устройството радиалното биене надвишава 0,01 mm, тогава разпределителният вал трябва да бъде заменен, тъй като е деформиран. Проверете втория вал по същия начин;
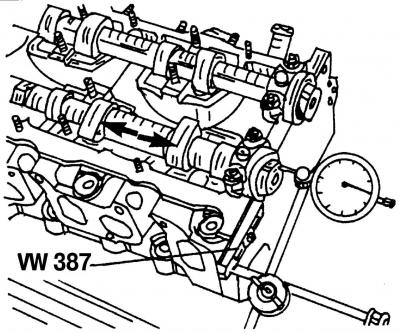
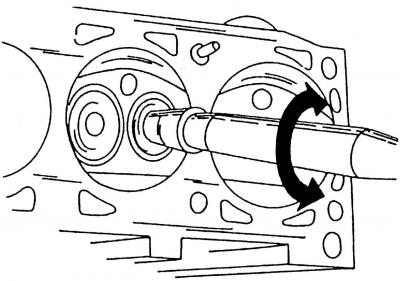
Фиг. 48. Измерване на аксиалната хлабина на разпределителния вал
- за да измерите аксиалната хлабина на разпределителните валове, поставете и двете в главата на цилиндъра (без тласкачи), фиксирайте с външните лагери и поставете главата на цилиндъра върху равна повърхност. Монтирайте измервателното устройство от крайната страна на главата на цилиндъра и разклатете вала напред-назад в аксиална посока (фиг. 48, показано със стрелки). Аксиалната хлабина не трябва да надвишава 0,15 mm. В противен случай работната повърхност на лагерния капак се износва.
Коментари на посетители