
Arcurile supapelor și ghidajele supapelor
Pentru a inspecta complet arcurile supapei, trebuie folosit un instrument special de testare a arcurilor. Dacă nu, atunci instalați arcurile la rând pe o suprafață netedă, astfel încât moletul închis să fie în partea de jos. Așezați un unghi de oțel lângă arc și măsurați distanța dintre partea superioară a arcului și unghi. Distanța nu trebuie să fie mai mare de 2,0 mm. În caz contrar, arcul este înclinat.
Ghidajele supapelor
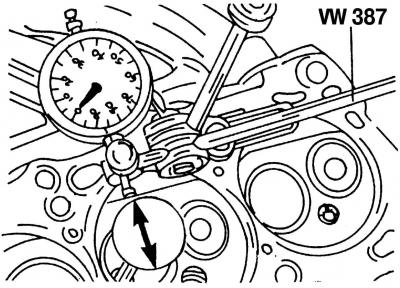
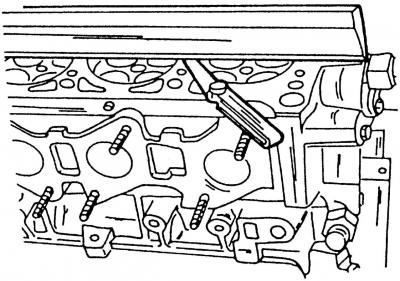
Orez. 38. Verificarea curgerii tijei supapei în interiorul manșonului de ghidare cu ajutorul dispozitivului de măsurare VW387
Controlul curgerii tijei supapei în interiorul manșonului de ghidare se realizează cu ajutorul dispozitivului de măsurare VW387, indicator cadran (orez. 38).
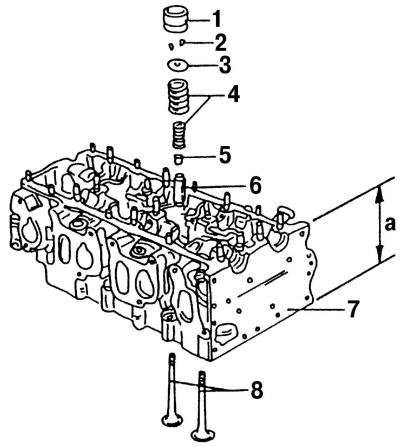
Orez. 37. Detalii despre mecanismul de antrenare a supapei: 1 - împingător hidraulic; 2 - jumătăți de tijă de supapă (biscuiti); 3 - placa superioară a arcului supapei; 4 - arcuri supapelor; 5 - capac deflector ulei; 6 - manșon de ghidare a supapei; 7 - chiulasa; 8 - supape; a - înălțimea chiulasei
Balanțați discul supapei din partea superioară înainte și înapoi și verificați citirile comparatorului. Dacă arată mai mult de 1,0 mm pe supapele de admisie și mai mult de 1,3 mm pe supapele de evacuare, atunci ghidajul supapei trebuie înlocuit. De asemenea, ar trebui să verificați starea generală a chiulasei înainte de a înlocui ghidajele supapelor. O chiulasă cu mici zgârieturi între scaunele supapei sau între scaunul supapei și filetele orificiului bujiei poate fi refolosit și refolosit, cu condiția ca zgârieturile să nu depășească 0,5 mm în lățime. După reașarea chiulasei, valoarea a (orez. 37) trebuie să fie de cel puțin 139,50 mm. Aceasta este dimensiunea minimă. Dimensiunea nominală de înălțime a chiulasei este (140±0,1) mm. Măsurătorile trebuie efectuate fie cu un șubler, fie cu o riglă de măsurare, așezând chiulasa pe o suprafață plană.
- pune chiulasa pe masa de presare pentru a scoate ghidajul supapei;
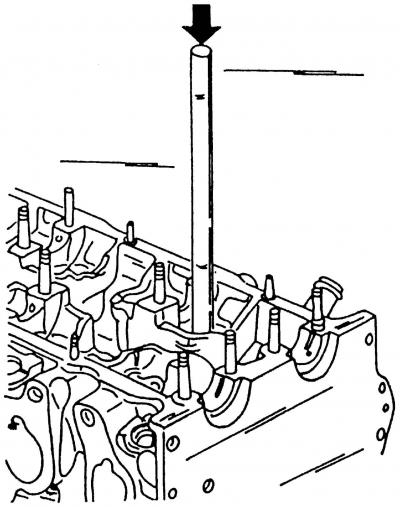
Orez. 39. Apăsarea ghidajului supapei. Bucșe noi sunt presate din aceeași parte
- ghidajele supapelor sunt îndepărtate prin apăsarea lor din partea laterală a arborilor cu came a chiulasei (orez. 39) folosind un perforator.
Chiulasa poate fi incalzita pentru a facilita aceasta lucrare. Pe poanson, trebuie să înșurubați știftul, care se potrivește ca dimensiune în interiorul ghidajului supapei:
- la înlocuirea ghidajului supapei, supapa în sine este schimbată. Apoi, trebuie să măcinați din nou scaunele supapelor;
- lubrifiați ghidajele supapelor noi cu ulei de motor înainte de instalare și apăsați-le din partea laterală a arborilor cu came în chiulasa rece, astfel încât umărul ghidajului supapei să intre în chiulasă. Presiunea de presare nu trebuie să depășească 1 tonă, altfel gulerul poate fi tăiat. Chiulasă trebuie să se sprijine pe o suprafață perfect plană;
- după apăsare, extindeți orificiile din manșonul de ghidare al supapelor de admisie și evacuare cu un alez de 7,0 mm;
- după înlocuirea ghidajelor supapelor, scaunele supapelor trebuie lepate;
- după șlefuire, spălați bine scaunele și canalele chiulasei și suflați cu aer comprimat.
Scaune supapelor
Verificarea și repararea scaunelor supapelor se efectuează după cum urmează:
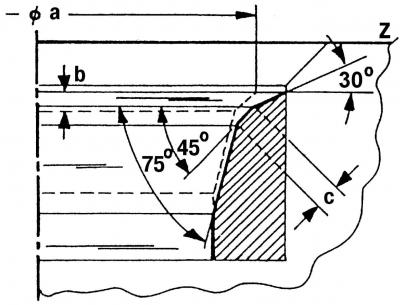
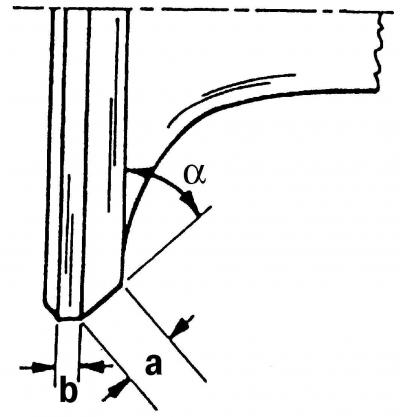
Orez. 40. Scaune supapelor de admisie: a - diametrul scaunului supapei (vezi tabelul de reglaje si control); b - dimensiune maxima dupa reparatie; c - latime scaun supapa, 1,7 mm; z - marginea inferioară a chiulasei; 30°- unghi de corecție superior; 45°- unghiul teșiturii scaunului supapei; 75°- unghi de corectare inferior
- Verificați toate scaunele supapelor pentru uzură și zgârieturi. Pe teşiturile de lucru ale şeilor (zona de contact a supapei) nu ar trebui să existe sâmburi, coroziune sau deteriorare. Deteriorările minore pot fi reparate prin șlefuirea scaunelor cu o freză de 45°. În același timp, îndepărtați cât mai puțin metal posibil. Puteți măcina atât manual, cât și cu o râșniță. Dacă scaunele sunt uzate rău, ele ar trebui să fie frezate. Forma teșiturilor scaunelor supapelor este prezentată în fig. 40 și 41;
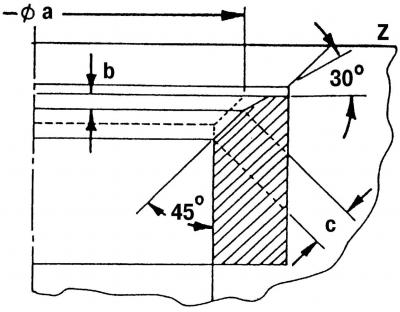
Orez. 41. Scaune supapelor de evacuare: a - diametrul scaunului supapei (vezi tabelul de reglaje si control); b - dimensiune maxima dupa reparatie; c – latime scaun supapa, 2,4 mm; z - marginea inferioară a chiulasei; 30°- unghi de corecție superior; 45°- unghi de teșire a scaunului supapei
- luați următoarele măsurători pentru a îndeplini dimensiunile b, pentru aceasta:
- introduceți supapa în manșonul său de ghidare și apăsați pe scaunul supapei;
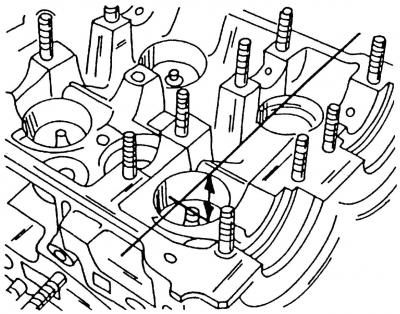
Orez. 42. Măsurarea înălțimii proeminenței capătului tijei supapei deasupra marginii superioare a chiulasei
- măsurați înălțimea proeminenței capătului tijei supapei deasupra marginii superioare a chiulasei (orez. 42). Pentru a face acest lucru, așezați o riglă de măsurare pe planul chiulasei. Pe supapele de admisie, ar trebui să fie de 33,9 mm, iar pe supapele de evacuare - 34,1 mm;
- calculați valoarea b, pentru care este necesară scăderea distanței minime din valoarea măsurată.
Acest lucru este necesar pentru a nu găuri prea mult scaunele supapelor din chiulasă. Scaunele supapelor trebuie, de asemenea, frezate dacă au fost instalate bucșe de ghidare noi. Pentru asta ai nevoie de:
- prelucrați ușor marginea superioară a scaunului supapei cu un tăietor de 45°și apoi un tăietor de 30°pentru a reduce lățimea scaunului supapei la 1,7 mm pentru admisie și 2,0 mm pentru supapele de evacuare. Procesarea trebuie oprită imediat ce dimensiunile scaunului supapei au atins dimensiunile specificate. Scaunele supapelor de evacuare au limitatoare de diametru. La procesare, aveți grijă să nu deteriorați aceste opritoare;
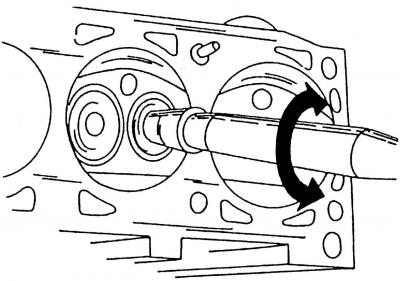
Orez. 43. Leuirea supapei cu o ventuză
- șlefuiți scaunele supapelor prelucrate. Pentru a face acest lucru, aplicați o cantitate mică de pastă diamantată pe scaunul supapei și instalați supapa în locul corespunzător. Atașați o ventuză la supapă și rotiți supapa cu ea înainte și înapoi (orez. 43);
- verificați scaunul supapei în locul discului supapei și al inelului O. Un inel continuu, matuit ar trebui să fie vizibil pe ambele părți;
- trageți câteva linii cu un creion pe inelul din placa supapei. În jurul inelului trebuie desenate liniuțe la intervale de aproximativ 1 mm. După aceea, introduceți cu atenție supapa în manșonul de ghidare, coborâți-o pe scaun și întoarceți-o cu 90°, aplicând o ușoară forță pe supapă;
- scoateți supapa și verificați dacă liniile de creion din inelul O au dispărut;
- după șlefuire, curățați temeinic toate părțile de murdărie și pasta de leuit. Dacă lățimea scaunului supapei corespunde dimensiunilor specificate, atunci poate fi instalată chiulasa. În caz contrar, scaunele supapelor trebuie reluate sau, cel puțin, trebuie montată o nouă chiulasă.
Supape
Îndepărtați depunerile de carbon de pe supape. Verificați dacă tija este deformată și dacă există fisuri pe placă, pentru care:
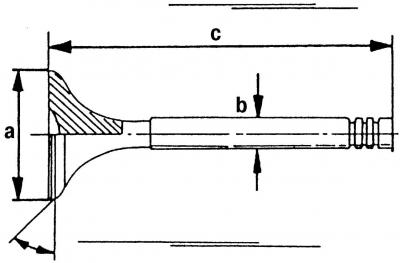
Orez. 44. Dimensiunile de control ale supapelor: a - diametrul discului supapei; b - diametrul tijei supapei; c - lungimea supapei
- se face măsurători conform fig. 44 și înlocuiți orice supape care nu îndeplinesc aceste dimensiuni. Valorile a, b și c pot fi luate din tabelul de toleranțe și control;
- dacă capătul tijei supapei este uzat, atunci acesta poate fi șlefuit pe o mașină de șlefuit, cu condiția ca în timpul șlefuirii să nu fie îndepărtate mai mult de 0,50 mm de metal;
Orez. 45. Dimensiuni la șlefuirea teșiturilor supapelor: a = 45°; a = maxim 3,5 mm; b = minim 0,5 mm
- discurile supapelor de admisie pot fi șlefuite pe un șlefuitor cu supape, cu condiția ca valoarea lui b (orez. 45) va fi mai mic de 0,5 mm.
Atenţie! Măcinarea pe mașină nu este permisă pentru supapele de evacuare, deoarece acestea sunt realizate dintr-un material special. Numai prin lepare cu pastă poți încerca să readuci supapele de evacuare la normal. În caz contrar, ar trebui înlocuite.
Cap cilindru
Spălați bine chiulasa și curățați canalele de ulei. Îndepărtați depunerile de carbon de pe camerele de ardere și de pe suprafața canalelor de evacuare cu o perie de sârmă. Curățați bine suprafețele de contact ale chiulasei și blocului cilindrilor. Inspectați chiulasa. Rulmenții de sub fusele arborelui cu came și din orificiile pentru ridicătorii de supape nu trebuie să fie zgâriați sau deteriorați. Nu sunt permise fisuri în orice loc al chiulasei.
Orez. 46. Verificarea chiulasei pentru deformare folosind o riglă de măsurare și un calibre
Verificați suprafața chiulasei pentru deformare (orez. 46).
Pentru a face acest lucru, așezați o riglă de măsurare pe cap și utilizați un calibre pentru a verifica distanța de-a lungul, transversal și în diagonală. Dacă nu depășește 0,10 mm, atunci chiulasa poate fi șlefuită. Dacă spațiul în orice loc este mai mare, atunci chiulasa trebuie înlocuită, deoarece îndepărtarea unui strat mai mare de metal poate afecta negativ compresia motorului.
Arborii cu came
Arborii cu came nu sunt interschimbabili în primul rând din cauza prezenței unui senzor Hall pe unul dintre ei. Arborele sunt identificate printr-un număr de piesă de schimb.
La inspectarea arborilor cu came, acordați atenție suprafețelor fuselor de rulmenți (locațiile rulmenților), came, care trebuie să fie bine lustruite și să nu fie deteriorate. Dacă se găsesc semne de gripare sau urme adânci, arborele cu came trebuie înlocuit.
Înainte de instalarea arborilor cu came, trebuie efectuate următoarele lucrări:
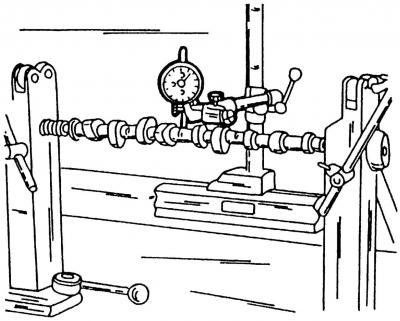
Orez. 47. Măsurarea denivelării radiale a arborelui cu came
- instalați arborele cu came cu fustele exterioare pe două prisme sau între clemele strungului și instalați dispozitivul de măsurare în locul rulmentului din mijloc (gâturile) arbore cu came (orez. 47);
- rotiți încet arborele cu came și urmați citirile dispozitivului de măsurare. Dacă, conform citirilor dispozitivului, curba radială depășește 0,01 mm, atunci arborele cu came trebuie înlocuit, deoarece este deformat. Verificați al doilea arbore în același mod;
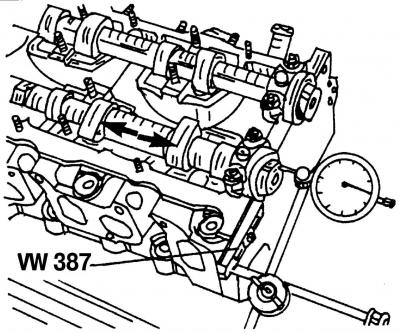
Orez. 48. Măsurarea jocului axial al arborelui cu came
- pentru a măsura jocul axial al arborilor cu came, introduceți-i pe amândoi în chiulasă (fără împingătoare), fixați cu lagărele de capăt și așezați chiulasa pe o suprafață plană. Instalați dispozitivul de măsurare de la capătul chiulasei și scuturați arborele înainte și înapoi în direcția axială (orez. 48, indicat prin săgeți). Jocul axial nu trebuie să depășească 0,15 mm. În caz contrar, suprafața de lucru a capacului rulmentului este uzată.
Comentariile vizitatorilor