
Arcuri supapelor
O verificare precisă a arcurilor supapei necesită utilizarea unui instrument special de măsurare. Dacă nu există, puteți face următoarele:
Comparați arcul scos cu cel nou. Dacă arcul vechi este mai scurt decât cel nou, atunci este uzat și trebuie înlocuit împreună cu restul.
Așezați arcurile pe o suprafață plană (sticlă) bobine apăsate în jos. Atașați un pătrat la arc și măsurați distanța de la marginea de sus a arcului la pătrat. Dacă este mai mare de 2,0 mm, atunci arcul este îndoit în mod inacceptabil și trebuie înlocuit.
Așezați arcurile pe o suprafață plană (sticlă) bobine apăsate în jos. Atașați un pătrat la arc și măsurați distanța de la marginea de sus a arcului la pătrat. Dacă este mai mare de 2,0 mm, atunci arcul este îndoit în mod inacceptabil și trebuie înlocuit.
Ghidajele supapelor
Curățați ghidajele supapelor cu o cârpă înmuiată în benzină sau acetonă. După curățare, introduceți supapa corespunzătoare în orificii.
Atașați indicatorul la planul de împerechere al capului blocului cu o clemă specială (orez. 46). Glisați supapa afară din manșon până când capătul tijei supapei este ascuns în orificiul din manșon.

În timp ce balansați supapa într-o direcție perpendiculară pe axa tijei supapei, luați citirile senzorului. Dacă depășesc 1,0 mm pentru supapele de admisie și 1,3 mm pentru supapele de evacuare, bucșele trebuie înlocuite.
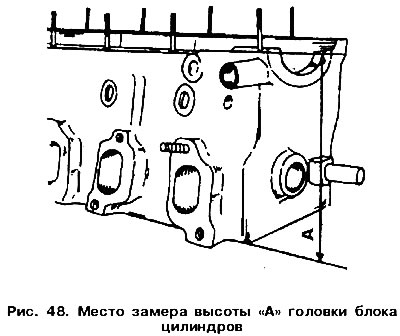
Înainte de a înlocui bucșele, trebuie evaluată starea generală a capului blocului. Cap cu mici crăpături între scaunele supapelor (orez. 47) sau între scaunul supapei și primul filet din orificiul bujiei poate fi reutilizat sau șlefuit dacă fisurile nu sunt mai largi de 0,5 mm. mărimea «A» dupa slefuirea reparatiei (orez. 48) nu poate fi mai mic de 135,6 mm.
 |  |
Atenţie! Dacă căptușeala supapei a fost înlocuită, scaunele supapei trebuie prelucrate.
Înainte de a apăsa bucșa de ghidare din capul blocului, verificați dacă există o flanșă de sprijin la capătul său (vezi săgeata din fig. 45). O bucșă cu o flanșă este presată din partea laterală a camerei de ardere și fără flanșă - din partea laterală a arborelui cu came. Vechea bucșă de ghidare este presată folosind o tijă cu un diametru adecvat. Pentru a facilita munca, puteți încălzi capul. Tija trebuie să se termine cu o tijă mai subțire, care este introdusă în orificiul din manșon.
În același timp cu înlocuirea bucșelor de ghidare, trebuie înlocuite și supapele. Scaunele supapelor trebuie recâștigate.
Lubrifiați noile bucșe cu ulei din abundență și apăsați în capul rece din partea laterală a arborelui cu came până când flanșa de sprijin este la nivel cu planul de împerechere al capului blocului. Este imposibil să apăsați mai mult, deoarece flanșa poate fi tăiată.
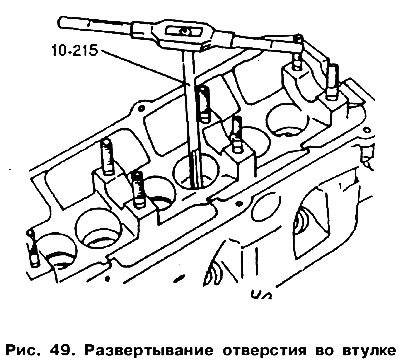
După presare, desfaceți găurile bucșelor folosind un alez special «10-215» (orez. 49). Orificiile bucșei pentru supapele de admisie și evacuare trebuie să fie alezate la o dimensiune de 8,0 mm. În acest caz, se va menține un joc normalizat între manșon și supapă.
Scaune supapelor
Dacă patul arborelui cu came este uzat, atunci puteți utiliza un cap bloc reconstruit. În acest caz, pregătirea scaunului supapei nu este necesară.
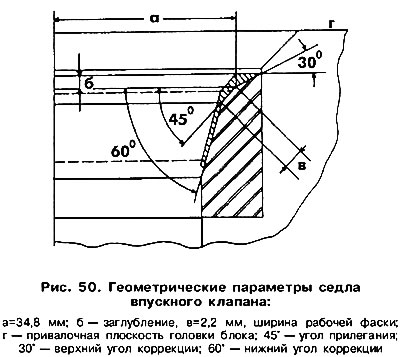 | 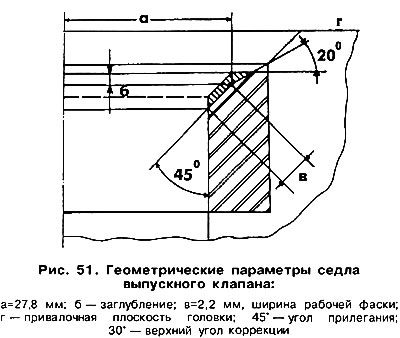 |
Verificați uzura scaunului pe fiecare supapă. Uzura minoră a suprafeței poate fi corectată cu o freză cu con de 45°. Scaunele foarte uzate trebuie să fie recâștigate. Valorile parametrilor geometrici ai scaunelor supapelor sunt prezentate în fig. 50 și 51. Proiectarea scaunelor supapelor la motoarele cu carburator și la motoarele cu injecție de combustibil este aceeași. Ar trebui să se asigure că teșirea de lucru nu este prea adânc în corpul capului blocului. Pentru a verifica acest lucru, trebuie să efectuați următorii pași:
- introduceți supapa în manșonul de ghidare, apăsând capul supapei pe scaunul din zona teșirii;
- măsurați distanța «A» (orez. 52) între capătul tijei supapei și planul superior de împerechere (vezi fig. 50, 51) capete de bloc.
- determinați adâncimea admisă a supapei (desemnat ca «b» în fig. 50 și 51), pe baza valorii distanței măsurate «A» și faptul că distanța minimă de la capătul tijei supapei până la planul superior de împerechere al capului blocului este de 35,8 mm pentru supapa de admisie și 36,1 mm pentru supapa de evacuare.

La procesare, trebuie să respectați următoarele recomandări.
La înlocuirea ghidajelor supapelor, scaunele supapelor trebuie prelucrate, ceea ce se face după cum urmează. Suprafața reală a brâului este prelucrată cu o freză cu un unghi de 30° (supapă de admisie) sau 45° (Supapa de evacuare), iar apoi se formează lățimea dorită a curelei de lucru (2,2 mm) datorită prelucrării părții superioare cu freza de 45° (supapă de admisie) sau 30° (Supapa de evacuare) iar partea de jos cu un cutter de 60° (numai pentru supapele de admisie).
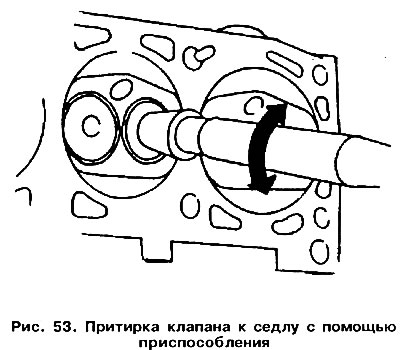
După prelucrarea teșiturilor de lucru ale scaunelor, supapele ar trebui să fie șlefuite pe ele. Pentru a face acest lucru, acoperiți suprafața scaunului cu pastă de lepăt amestecată cu ulei de motor și introduceți supapa la loc, ungându-i tija cu ulei de motor. Atașați o unealtă de lepare la supapă și rotiți supapa în ambele direcții (orez. 53), apăsând ușor supapa pe scaun. Lucrul în stadiul inițial poate fi facilitat dacă supapa este rotită cu un burghiu. Terminați șlefuirea folosind numai ulei de motor curat.
După ce șlefuirea este completă, îndepărtați pasta și curățați toate suprafețele. Inspectați scaunul și suprafețele scaunului supapei. Pe ambele suprafețe ar trebui să existe un inel opac continuu cu o lățime egală cu lățimea teșiturii de lucru.
Pe teșirea de lucru a supapei, faceți câteva semne într-un cerc cu un creion în aproximativ 1 mm. Introduceți supapa în manșon și împingeți-o în scaun. Apăsând ușor pe supapă, rotiți-o la 90°.
Scoateți supapa și asigurați-vă că semnele de creion de pe centura de lucru au dispărut. Începeți asamblarea capului. În caz contrar, ar trebui să continuați prelucrarea suprafețelor de împerechere și, ca ultimă soluție, să instalați o chiulasă nouă sau restaurată.
Supape
Deteriorarea minoră a suprafeței supapei poate fi îndepărtată prin lipirea supapei de scaun, așa cum este descris anterior.
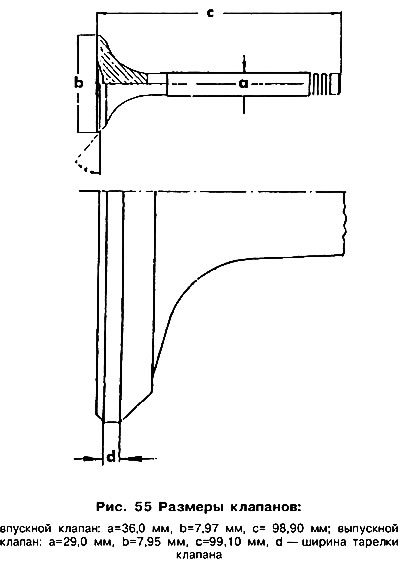
Verificați uzura supapei (orez. 55), avand in vedere diferentele dintre supapele de admisie si cele de evacuare. Supapele cu uzură severă trebuie înlocuite.
Dacă apar semne de uzură la capătul tijei supapei, o puteți șlefui, amintindu-vă că stratul de metal îndepărtat nu trebuie să depășească 0,5 mm.
Discurile supapelor nu trebuie să fie măcinate. Supapele deteriorate pot fi împământate sau înlocuite doar cu altele noi.
Cap cilindru
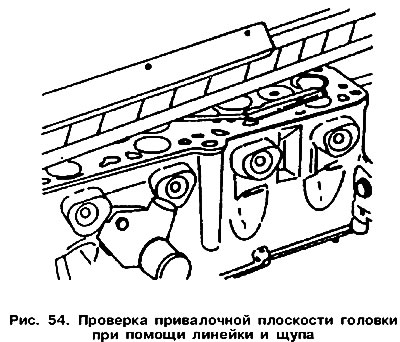
Curățați bine suprafețele de împerechere ale capului blocului și blocului motor, apoi verificați dacă capul blocului este deformat. Pentru a face acest lucru, puneți o șină specială pe planul de împerechere al capului blocului, așa cum se arată în Fig. 54 și folosind calibre de palpație, determinați gradul de deformare a capului blocului de-a lungul, de-a lungul și de-a lungul diagonalelor planului de împerechere. Dacă distanța nu este mai mare de 0,10 mm, atunci capul trebuie dat pentru șlefuire. Cu o suprafață neplanetă mare, este necesară o înlocuire obligatorie a capului. După șlefuire, înălțimea capului blocului nu trebuie să fie mai mică de 135,6 mm. Locația pentru măsurarea înălțimii capului blocului este prezentată în Figura 48.
Arbore cu came
Arborele cu came este marcat într-un anumit mod, prezentat în Figura 56, în funcție de tipul de motor:
- într-un motor cu carburator «HZ» arborele cu came nu este marcat;
- într-un motor cu carburator «MN» și tip «NU» arborele cu came are o curea turnată între camele primului cilindru, de diametru mai mare decât gâtul lagărului, indicat în fig. 56 lit «D»;
- la un motor cu sistem de injecție, arborele cu came are două curele turnate între camele primului cilindru, indicate în Fig. 56 prin litera «ÎN», dar nu există nicio came pe acest arbore «CU» pentru a conduce pompa de combustibil.

Instalați suporturile exterioare ale arborelui cu came pe două prisme situate pe placa de măsurare sau fixați-le în centre pe un strung (orez 57). Atașați un indicator la gâtul central al arborelui. Rotiți încet arborele cu came, citiți indicatorul. Dacă citirile depășesc 0,10 mm, arborele este deformat și trebuie înlocuit. Verificați arborele pentru defecte vizibile.

Pentru a verifica jocul radial din lagărele arborelui, trebuie utilizat un fir de plastic calibrat «Plasligage».
Verificarea trebuie efectuată fără a instala împingătoare, după cum urmează:
Curățați capacele și patul arborelui cu came și instalați arborele la loc.
Așezați o bucată de sârmă calibrată de-a lungul axei arborelui pe fiecare rulment al arborelui și instalați capacele rulmentului în funcție de numărul lor (vezi fig. 42). Strângeți uniform piulițele de fixare a capacului, începând de la mijloc spre margini, cu o forță de 6 Nm, apoi strângeți-le cu încă 90°. Arborele cu came nu poate fi rotit.
Îndepărtați piulițele de fixare a capacelor rulmenților în ordine inversă și îndepărtați capacele. Comparați lățimea segmentelor de sârmă calibrate cu șablonul de riglă existent. Dacă jocul în orice rulment depășește 0,10 mm, atunci a fost atinsă limita de uzură a rulmentului și a arborelui cu came, ceea ce va necesita înlocuirea arborelui și, adesea, a chiulasei.
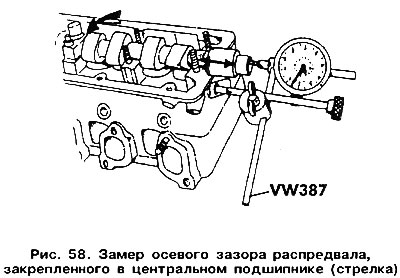
Pentru a determina jocul axial, este necesar să instalați arborele cu came în capul blocului (fără împingătoare) și fixați cu capacul lagărului central. Așezați capul blocului pe o suprafață plană și, după ce ați atașat indicatorul pe partea din față a capului blocului, (orez. 58) mutați arborele de-a lungul axei. Jocul axial nu trebuie să depășească 0,15 mm. O valoare mai mare indică uzura suprafeței de tracțiune a capacului rulmentului.
Comentariile vizitatorilor