
Ventilové pružiny
Presná kontrola ventilových pružín vyžaduje použitie špeciálneho meracieho prístroja. Ak žiadne neexistuje, môžete urobiť nasledovné:
Odstránenú pružinu porovnajte s novou. Ak je stará pružina kratšia ako nová, potom je opotrebovaná a musí sa vymeniť spolu so zvyškom.
Položte pramene na rovný povrch (sklo) cievky stlačené nadol. Na pružinu pripevnite štvorec a zmerajte vzdialenosť od horného okraja pružiny po štvorec. Ak je väčšia ako 2,0 mm, potom je pružina neprijateľne ohnutá a je potrebné ju vymeniť.
Položte pramene na rovný povrch (sklo) cievky stlačené nadol. Na pružinu pripevnite štvorec a zmerajte vzdialenosť od horného okraja pružiny po štvorec. Ak je väčšia ako 2,0 mm, potom je pružina neprijateľne ohnutá a je potrebné ju vymeniť.
Vodidlá ventilov
Vyčistite vodidlá ventilov handrou namočenou v benzíne alebo acetóne. Po vyčistení vložte do otvorov príslušný ventil.
Pripevnite indikátor k spojovacej rovine hlavy bloku pomocou špeciálnej spony (ryža. 46). Vysúvajte ventil z objímky, až kým nebude koniec drieku ventilu skrytý v otvore v objímke.

Pri kývaní ventilom v smere kolmom na os drieku ventilu zistite hodnoty snímača. Ak presahujú 1,0 mm pre sacie ventily a 1,3 mm pre výfukové ventily, musia sa puzdrá vymeniť.
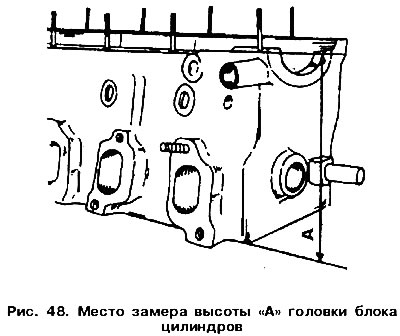
Pred výmenou puzdier by sa mal posúdiť všeobecný stav hlavy bloku. Hlava s malými prasklinami medzi sedlami ventilov (ryža. 47) alebo medzi sedlom ventilu a prvým závitom v otvore zapaľovacej sviečky možno znovu použiť alebo prebrúsiť, ak trhliny nie sú širšie ako 0,5 mm. Veľkosť «A» po oprave brúsenie (ryža. 48) nemôže byť menšia ako 135,6 mm.
 |  |
Pozor! Ak bola vymenená vložka ventilu, sedlá ventilov musia byť opracované.
Pred vytlačením vodiaceho puzdra z hlavy bloku skontrolujte, či je na jeho konci oporná príruba (pozri šípku na obr. 45). Puzdro s prírubou je vytlačené zo strany spaľovacej komory a bez príruby - zo strany vačkového hriadeľa. Staré vodiace puzdro sa vytlačí pomocou tyče vhodného priemeru. Na uľahčenie práce môžete zahriať hlavu. Tyč musí byť ukončená tenšou stopkou, ktorá sa vloží do otvoru v objímke.
Súčasne s výmenou vodiacich puzdier je potrebné vymeniť aj ventily. Sedlá ventilov je potrebné prebrúsiť.
Namažte nové puzdrá veľkým množstvom oleja a zatlačte do studenej hlavy zo strany vačkového hriadeľa, kým podporná príruba nebude v rovine s lícnou rovinou hlavy bloku. Nie je možné zatlačiť ďalej, pretože prírubu je možné odrezať.
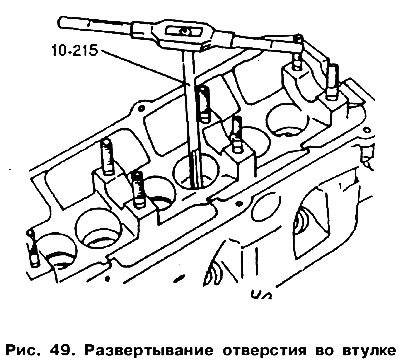
Po zalisovaní rozviňte otvory puzdier pomocou špeciálneho výstružníka «10-215» (ryža. 49). Otvory puzdier pre sacie a výfukové ventily je potrebné vystružovať na veľkosť 8,0 mm. V tomto prípade sa medzi objímkou a ventilom zachová normalizovaná vôľa.
Sedlá ventilov
Ak je lôžko vačkového hriadeľa opotrebované, môžete použiť prestavanú hlavu bloku. V tomto prípade nie je potrebná príprava sedla ventilu.
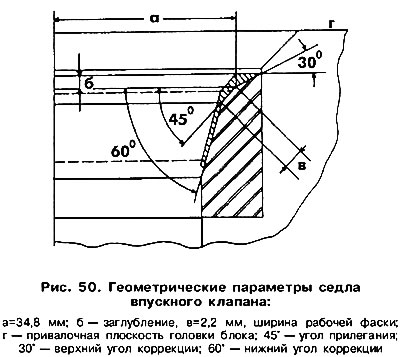 | 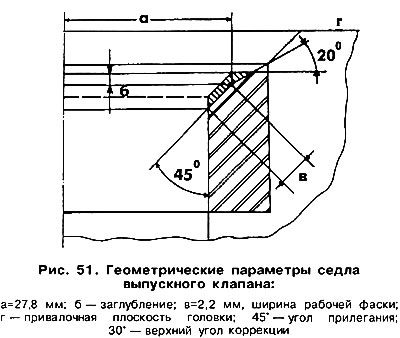 |
Skontrolujte opotrebovanie sedla na každom ventile. Menšie opotrebenie povrchu je možné korigovať 45°kužeľovou frézou. Silne opotrebované sedadlá musia byť prebrúsené. Hodnoty geometrických parametrov sediel ventilov sú znázornené na obr. 50 a 51. Konštrukcia sediel ventilov v karburátorových motoroch a motoroch so vstrekovaním paliva je rovnaká. Malo by sa zabezpečiť, aby pracovná hrana nebola príliš hlboko v tele hlavy bloku. Ak to chcete overiť, musíte vykonať nasledujúce kroky:
- vložte ventil do vodiacej objímky a zatlačte hlavu ventilu na sedlo v oblasti skosenia;
- merať vzdialenosť «A» (ryža. 52) medzi koncom drieku ventilu a hornou spojovacou rovinou (pozri obr. 50, 51) blokové hlavy.
- určiť prípustnú hĺbku ventilu (označený ako «b» na obr. 50 a 51), na základe hodnoty nameranej vzdialenosti «A» a skutočnosť, že minimálna vzdialenosť od konca drieku ventilu k hornej spojovacej rovine hlavy bloku je 35,8 mm pre sací ventil a 36,1 mm pre výfukový ventil.

Pri spracovaní musíte dodržiavať nasledujúce odporúčania.
Pri výmene vodidiel ventilov je potrebné opracovať sedlá ventilov, čo sa robí nasledovne. Vlastná plocha pásu je opracovaná frézou s uhlom 30° (vstupný ventil) alebo 45° (Výfukový ventil), a potom sa vytvorí požadovaná šírka pracovného pásu (2,2 mm) z dôvodu spracovania vrchnej časti 45°frézou (vstupný ventil) alebo 30° (Výfukový ventil) a spodok 60°frézou (len pre vstupné ventily).
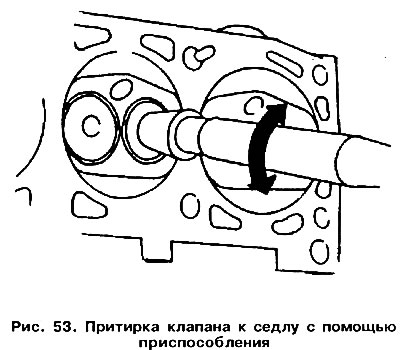
Po spracovaní pracovných skosení sedadiel by sa k nim mali ventily obrúsiť. Za týmto účelom pokryte povrch sedadla lapovacou pastou zmiešanou s motorovým olejom a vložte ventil na miesto a namažte jeho driek motorovým olejom. Na ventil pripojte lapovací nástroj a otáčajte ventilom v oboch smeroch (ryža. 53), mierne pritlačte ventil k sedlu. Práca v počiatočnom štádiu môže byť uľahčená, ak sa ventil otáča vŕtačkou. Lapovanie dokončite iba čistým motorovým olejom.
Po dokončení lapovania odstráňte pastu a očistite všetky povrchy. Skontrolujte povrch sedla a sedla ventilu. Na oboch plochách by mal byť súvislý nepriehľadný krúžok so šírkou rovnajúcou sa šírke pracovného skosenia.
Na pracovnom skosení ventilu urobte niekoľko značiek v kruhu s ceruzkou asi 1 mm. Vložte ventil do objímky a zatlačte ho do sedla. Mierne zatlačte na ventil a otočte ho o 90°.
Odstráňte ventil a uistite sa, že značky ceruzkou na pracovnom páse zmizli. Začnite zostavovať hlavu. V opačnom prípade by ste mali pokračovať v spracovaní spojovacích plôch a ako poslednú možnosť nainštalujte novú alebo obnovenú hlavu valca.
Ventily
Menšie poškodenie čela ventilu je možné odstrániť priklopením ventilu k sedlu, ako je opísané vyššie.
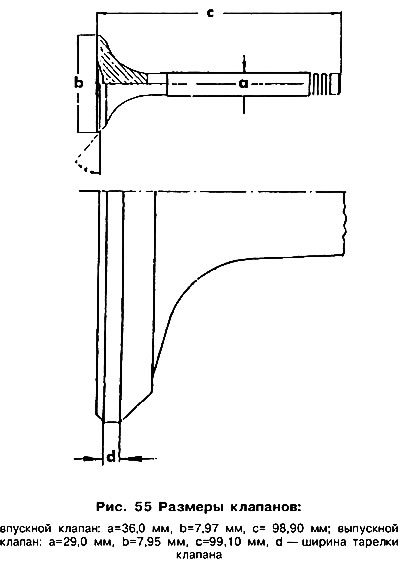
Skontrolujte opotrebovanie ventilu (ryža. 55), berúc do úvahy rozdiely medzi sacími a výfukovými ventilmi. Ventily so silným opotrebovaním sa musia vymeniť.
Ak sa na konci drieku ventilu objavia známky opotrebovania, môžete ho zbrúsiť, pričom nezabudnite, že vrstva odstráneného kovu by nemala presiahnuť 0,5 mm.
Kotúče ventilov sa nesmú brúsiť. Poškodené ventily je možné iba zabrúsiť alebo vymeniť za nové.
Hlava motora
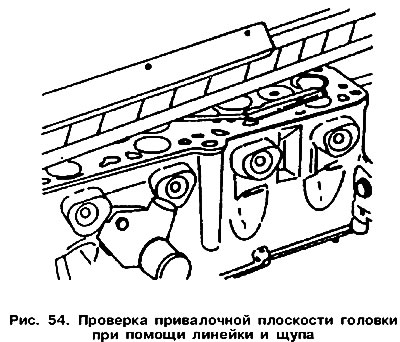
Dôkladne vyčistite spojovacie plochy hlavy bloku a bloku motora a potom skontrolujte, či hlava bloku nie je zdeformovaná. Za týmto účelom umiestnite špeciálnu koľajnicu na spojovaciu rovinu hlavy bloku, ako je znázornené na obr. 54 a pomocou spáromerov určte stupeň deformácie hlavy bloku pozdĺž, naprieč a pozdĺž uhlopriečok spojovacej roviny. Ak medzera nie je oveľa väčšia ako 0,10 mm, potom by sa mala dať hlava na brúsenie. Pri veľkej nerovnosti povrchu je potrebná povinná výmena hlavy. Po brúsení by výška hlavy bloku nemala byť menšia ako 135,6 mm. Miesto na meranie výšky hlavy bloku je znázornené na obrázku 48.
Vačkový hriadeľ
Vačkový hriadeľ je označený určitým spôsobom, ako je znázornené na obrázku 56, v závislosti od typu motora:
- v karburátorovom motore «HZ» vačkový hriadeľ nie je označený;
- v karburátorovom motore «MN» a typ «NU» vačkový hriadeľ má medzi vačkami prvého valca liaty remeň s väčším priemerom ako je hrdlo ložiska, naznačené na obr. 56 písm «D»;
- v motore so vstrekovacím systémom má vačkový hriadeľ medzi vačkami prvého valca dva liate remene, označené na obr. 56 písm «IN», ale na tomto hriadeli nie je žiadna vačka «S» na pohon palivového čerpadla.

Nainštalujte vonkajšie čapy vačkového hriadeľa na dva hranoly umiestnené na meracej doske alebo ich upnite do stredu na sústruhu (ryža 57). Pripojte indikátor k centrálnemu hrdlu hriadeľa. Pomaly otáčajte vačkovým hriadeľom a prečítajte si ukazovateľ. Ak namerané hodnoty presiahnu 0,10 mm, hriadeľ je zdeformovaný a je potrebné ho vymeniť. Skontrolujte, či hriadeľ nemá viditeľné chyby.

Na kontrolu radiálnej vôle v ložiskách hriadeľa je potrebné použiť kalibrovaný plastový drôt «Plasligage».
Kontrola by sa mala vykonať bez inštalácie tlačných prvkov takto:
Vyčistite kryty a lôžko vačkového hriadeľa a nainštalujte hriadeľ na miesto.
Položte kus kalibrovaného drôtu pozdĺž osi hriadeľa na každý ložiskový čap hriadeľa a nainštalujte kryty ložísk podľa ich čísel (pozri obr. 42). Upevňovacie matice krytu rovnomerne utiahnite, začínajúc od stredu smerom k okrajom, silou 6 Nm a potom ich dotiahnite o ďalších 90°. Potom sa vačkový hriadeľ nemôže otáčať.
Odskrutkujte matice upevnenia krytov ložísk v opačnom poradí a kryty odstráňte. Porovnajte šírku kalibrovaných segmentov drôtu s existujúcou šablónou pravítka. Ak vôľa v niektorom ložisku presiahne 0,10 mm, potom bola dosiahnutá hranica opotrebenia ložiska a vačkového hriadeľa, čo si vyžiada výmenu hriadeľa a často aj hlavy valcov.
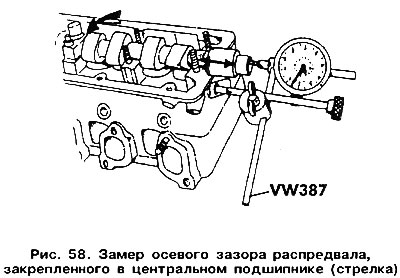
Na určenie axiálnej vôle je potrebné nainštalovať vačkový hriadeľ do hlavy bloku (bez posúvačov) a zaistite stredovým ložiskovým uzáverom. Položte hlavu bloku na rovný povrch a po pripevnení indikátora na prednú časť hlavy bloku (ryža. 58) posúvajte hriadeľ pozdĺž osi. Axiálna vôľa nesmie presiahnuť 0,15 mm. Vyššia hodnota indikuje opotrebovanie prítlačnej plochy veka ložiska.
Komentáre návštevníkov