
Опруге вентила
Тачна провера опруга вентила захтева употребу посебног мерног алата. Ако га нема, можете да урадите следеће:
Упоредите уклоњену опругу са новом. Ако је стара опруга краћа од нове, онда је истрошена и мора се заменити заједно са остатком.
Поставите опруге на равну површину (стакло) калемови притиснути. Причврстите квадрат на опругу и измерите растојање од горње ивице опруге до квадрата. Ако је већи од 2,0 мм, онда је опруга неприхватљиво савијена и треба је заменити.
Поставите опруге на равну површину (стакло) калемови притиснути. Причврстите квадрат на опругу и измерите растојање од горње ивице опруге до квадрата. Ако је већи од 2,0 мм, онда је опруга неприхватљиво савијена и треба је заменити.
Водилице вентила
Очистите вођице вентила крпом натопљеном у бензин или ацетон. Након чишћења, уметните одговарајући вентил у рупе.
Причврстите индикатор на раван парења главе блока помоћу посебног клипа (пиринач. 46). Извуците вентил из чауре док се крај стабла вентила не сакрије у рупу на чаури.

Док љуљате вентил у правцу који је окомит на осу вретена вентила, узмите очитавања сензора. Ако прелазе 1,0 мм за усисне вентиле и 1,3 мм за издувне вентиле, чауре се морају заменити.
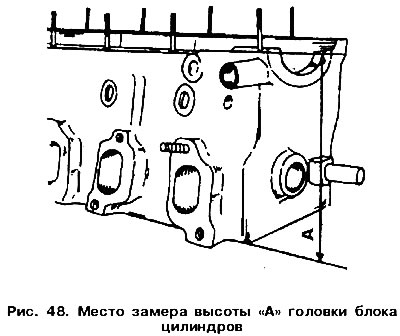
Пре замене чаура треба проценити опште стање главе блока. Глава са малим пукотинама између седишта вентила (пиринач. 47) или између седишта вентила и првог навоја у отвору за свећицу могу се поново користити или брусити ако пукотине нису шире од 0,5 мм. Величина «А» након ремонтног брушења (пиринач. 48) не може бити мањи од 135,6 мм.
 |  |
Пажња! Ако је облога вентила замењена, седишта вентила морају бити машински обрађена.
Пре него што притиснете водећу чахуру из главе блока, проверите да ли на њеном крају постоји прирубница за подршку (види стрелицу на сл. 45). Чаура са прирубницом се истискује са стране коморе за сагоревање, а без прирубнице - са стране брегастог вратила. Стара водећа чаура се истискује помоћу шипке одговарајућег пречника. Да бисте олакшали рад, можете загрејати главу. Шипка се мора завршити тањим дршком, који се убацује у рупу у чаури.
Истовремено са заменом чахура за вођење, морају се заменити и вентили. Седишта вентила треба поново брусити.
Подмажите нове чауре са доста уља и притисните у хладну главу са стране брегастог вратила све док прирубница за ослањање не буде у равни са равнином спајања главе блока. Немогуће је даље притиснути, јер се прирубница може одрезати.
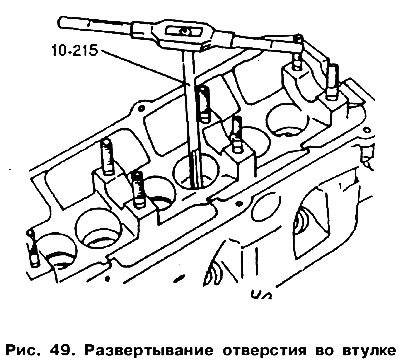
Након притиска, отворите рупе чаура помоћу посебног развртача «10-215» (пиринач. 49). Рупе за усисне и издувне вентиле морају бити разврстане до величине од 8,0 мм. У овом случају ће се одржавати нормализовани зазор између чауре и вентила.
Седишта вентила
Ако је кревет брегастог вратила истрошен, можете користити обновљену главу блока. У овом случају није потребна припрема седишта вентила.
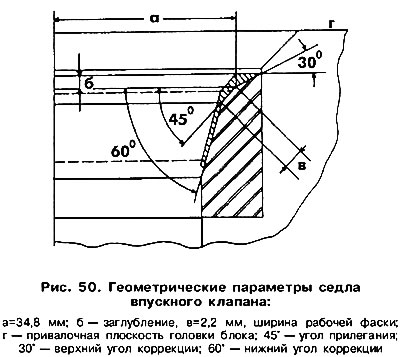 | 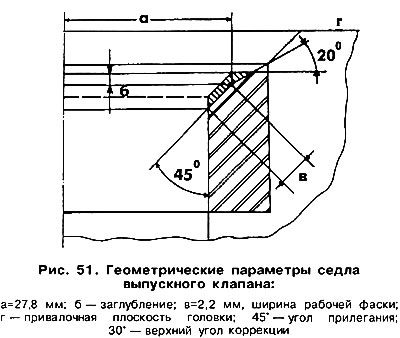 |
Проверите истрошеност седишта на сваком вентилу. Мање хабање површине може се исправити конусним резачем од 45°. Јако похабана седишта се морају поново брусити. Вредности геометријских параметара седишта вентила приказане су на сл. 50 и 51. Дизајн седишта вентила код карбураторских мотора и мотора са убризгавањем горива је исти. Треба осигурати да радна икона није предубоко у телу главе блока. Да бисте то потврдили, морате извршити следеће кораке:
- уметните вентил у водећу чауру, притискајући главу вентила на седиште у зони закошења;
- измерите растојање «А» (пиринач. 52) између краја стабла вентила и горње равни спајања (види сл. 50, 51) блок главе.
- одредити дозвољену дубину вентила (означен као «б» на сл. 50 и 51), на основу вредности измереног растојања «А» и чињеница да је минимално растојање од краја вретена вентила до горње спојне равни главе блока 35,8 мм за усисни вентил и 36,1 мм за издувни вентил.

Приликом обраде морате се придржавати следећих препорука.
Приликом замене вођица вентила, седишта вентила морају бити машински обрађена, што се ради на следећи начин. Стварна површина појаса се обрађује глодалом под углом од 30° (улазни вентил) или 45° (Издувни вентил), а затим се формира жељена ширина радног појаса (2,2 мм) због обраде горњег дела резачем за 45° (улазни вентил) или 30° (Издувни вентил) а дно резачем за 60° (само за улазне вентиле).
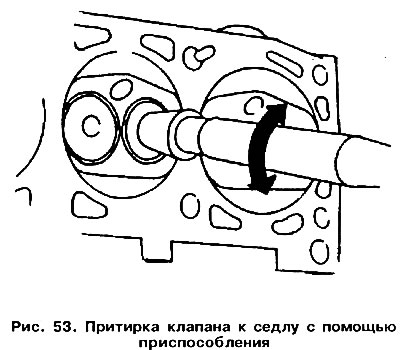
Након обраде радних ивица седишта, вентиле треба брусити на њих. Да бисте то урадили, покријте површину седишта пастом за лепљење помешаном са моторним уљем и уметните вентил на место, подмазујући његову вретену моторним уљем. Причврстите алат за преклапање на вентил и окрените вентил у оба смера (пиринач. 53), лагано притискајући вентил на седиште. Рад у почетној фази може се олакшати ако се вентил ротира бушилицом. Завршите лакирање користећи само чисто моторно уље.
Након што је преклапање завршено, уклоните пасту и очистите све површине. Прегледајте површине седишта и вентила. На обе површине треба да постоји непрекидан непрозирни прстен ширине једнаке ширини радне косине.
На радној коси вентила направите неколико ознака у кругу оловком у око 1 мм. Уметните вентил у чахуру и гурните га у седиште. Лагано притискајући вентил, окрените га за 90°.
Уклоните вентил и уверите се да су ознаке оловке на радном појасу нестале. Почните да састављате главу. У супротном, требало би да наставите са обрадом спојних површина и, у крајњем случају, уградите нову или рестаурирану главу цилиндра.
Вентили
Мања оштећења на предњој страни вентила могу се уклонити преклапањем вентила уз седиште као што је претходно описано.
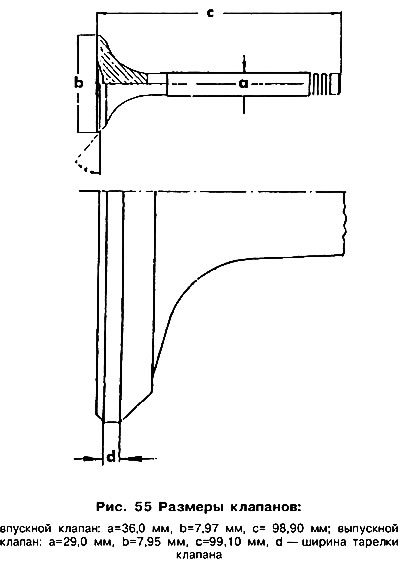
Провера хабања вентила (пиринач. 55), с обзиром на разлике између усисних и издувних вентила. Вентили са јаким хабањем морају се заменити.
Ако се на крају стабла вентила појаве знаци хабања, можете га самлети, имајући на уму да слој уклоњеног метала не би требало да прелази 0,5 мм.
Дискови вентила се не смеју брусити. Оштећени вентили се могу само брусити или заменити новим.
Глава цилиндра
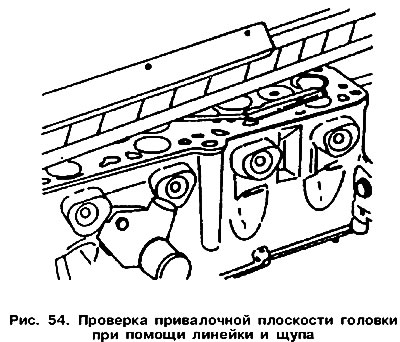
Темељно очистите спојне површине главе блока и блока мотора, а затим проверите да ли је глава блока деформисана. Да бисте то урадили, ставите посебну шину на раван за спајање главе блока, као што је приказано на сл. 54, и помоћу мерача за мерење, одредите степен савијања главе блока дуж, попречно и дуж дијагонала спојне равни. Ако размак није много већи од 0,10 мм, онда главу треба дати за млевење. Уз велику неравнину површине, потребна је обавезна замена главе. Након брушења, висина главе блока не би требало да буде мања од 135,6 мм. Локација за мерење висине главе блока је приказана на слици 48.
Цамсхафт
Брегасто вратило је означено на одређени начин, приказан на слици 56, у зависности од типа мотора:
- у мотору са карбуратором «HZ» брегасто вратило није означено;
- у мотору са карбуратором «МН» и тип «NU» брегасто вратило има ливени каиш између брегова првог цилиндра, већег пречника од грла лежаја, приказаног на сл. 56 писмо «Д»;
- код мотора са системом убризгавања, брегасто вратило има два ливена каиша између брегова првог цилиндра, означена на слици 56 словом «ИН», али на овој осовини нема брега «ВИТХ» за погон пумпе за гориво.

Инсталирајте спољне рукавце брегасте осовине на две призме које се налазе на мерној плочи или их стегните у центрима на стругу (пиринач 57). Причврстите индикатор на централни врат осовине. Полако ротирајући брегасто вратило, прочитајте индикатор. Ако очитавања прелазе 0,10 мм, осовина је деформисана и треба је заменити. Проверите да ли осовина има видљиве недостатке.

Да би се проверио радијални зазор у лежајевима вратила, мора се користити калибрисана пластична жица «Plasligage».
Проверу треба извршити без инсталирања потискивача на следећи начин:
Очистите поклопце и лежиште брегастог вратила и поставите осовину на место.
Положите комад калибриране жице дуж осе вратила на сваки лежај осовине и поставите поклопце лежаја према њиховом броју (види сл. 42). Матице за причвршћивање поклопца равномерно затегните, почевши од средине према ивицама, са силом од 6 Нм, а затим их затегните за још 90°. Брегаста осовина се тада не може ротирати.
Одврните матице за причвршћивање поклопаца лежајева обрнутим редоследом и уклоните поклопце. Упоредите ширину калибрираних сегмената жице са постојећим шаблоном лењира. Ако зазор у било ком лежају прелази 0,10 мм, онда је достигнута граница хабања лежаја и брегастог вратила, што ће захтевати замену вратила, а често и главе цилиндра.
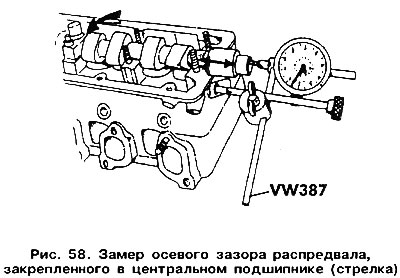
Да бисте одредили аксијални зазор, потребно је уградити брегасту осовину у главу блока (без потискивача) и причврстите средишњим поклопцем лежаја. Поставите главу блока на равну површину и, након што причврстите индикатор на предњи део главе блока, (пиринач. 58) померите осовину дуж осе. Аксијални зазор не сме бити већи од 0,15 мм. Већа вредност указује на хабање потисне површине поклопца лежаја.
Коментари посетилаца