
Opruge ventila
Točna provjera opruga ventila zahtijeva korištenje posebnog mjernog alata. Ako ga nema, možete učiniti sljedeće:
Usporedite skinutu oprugu s novom. Ako je stara opruga kraća od nove, onda je istrošena i mora se zamijeniti zajedno s ostalima.
Postavite opruge na ravnu površinu (stakla) zavojnice pritisnute prema dolje. Pričvrstite kvadrat na oprugu i izmjerite udaljenost od gornjeg ruba opruge do kvadrata. Ako je veći od 2,0 mm, tada je opruga neprihvatljivo savijena i treba je zamijeniti.
Postavite opruge na ravnu površinu (stakla) zavojnice pritisnute prema dolje. Pričvrstite kvadrat na oprugu i izmjerite udaljenost od gornjeg ruba opruge do kvadrata. Ako je veći od 2,0 mm, tada je opruga neprihvatljivo savijena i treba je zamijeniti.
Vodilice ventila
Očistite vodilice ventila krpom namočenom u benzin ili aceton. Nakon čišćenja umetnite odgovarajući ventil u rupe.
Pričvrstite indikator na ravninu spajanja glave bloka pomoću posebne kopče (riža. 46). Gurnite ventil iz čahure sve dok kraj stabla ventila ne bude skriven u rupi na čahuri.

Dok ljuljate ventil u smjeru okomitom na os stabla ventila, očitajte senzor. Ako prelaze 1,0 mm za usisne ventile i 1,3 mm za ispušne ventile, čahure se moraju zamijeniti.
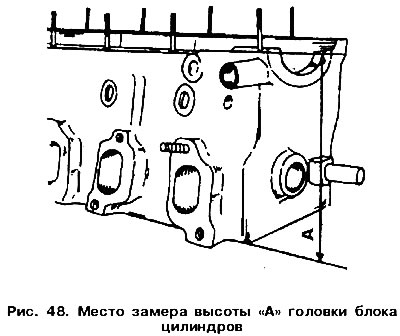
Prije zamjene čahura treba procijeniti opće stanje glave bloka. Glava s malim pukotinama između sjedišta ventila (riža. 47) ili između sjedišta ventila i prvog navoja u otvoru svjećice može se ponovno upotrijebiti ili brusiti ako pukotine nisu šire od 0,5 mm. Veličina «A» nakon popravka brušenje (riža. 48) ne može biti manji od 135,6 mm.
 |  |
Pažnja! Ako je košuljica ventila zamijenjena, sjedišta ventila moraju se strojno obraditi.
Prije nego što pritisnete vodilicu iz glave bloka, provjerite postoji li potporna prirubnica na njenom kraju (vidi strelicu na sl. 45). Čahura s prirubnicom istiskuje se sa strane komore za izgaranje, a bez prirubnice - sa strane bregastog vratila. Stara vodeća čahura istiskuje se šipkom odgovarajućeg promjera. Da biste olakšali rad, možete zagrijati glavu. Šipka mora završiti tanjim drškom, koji se umetne u rupu na čahuri.
Istovremeno sa zamjenom vodilica potrebno je zamijeniti i ventile. Sjedišta ventila je potrebno ponovno brusiti.
Podmažite nove čahure s puno ulja i pritisnite ih u hladnu glavu sa strane bregaste osovine dok potporna prirubnica ne bude u ravnini s ravninom spajanja glave bloka. Nemoguće je dalje utiskivati jer se prirubnica može odrezati.
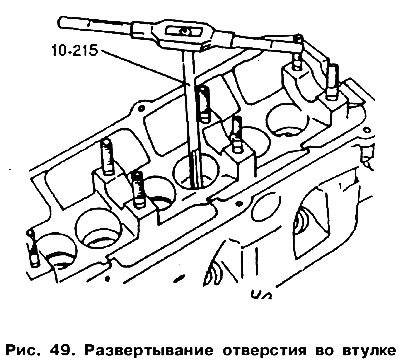
Nakon prešanja otvorite rupe čahura pomoću posebnog razvrtala «10-215» (riža. 49). Rupe za čahure za usisne i ispušne ventile moraju se razburati na veličinu od 8,0 mm. U tom će slučaju između rukavca i ventila biti normalizirani razmak.
Sjedišta ventila
Ako je ležište bregastog vratila istrošeno, tada možete koristiti obnovljenu glavu bloka. U ovom slučaju nije potrebna priprema sjedišta ventila.
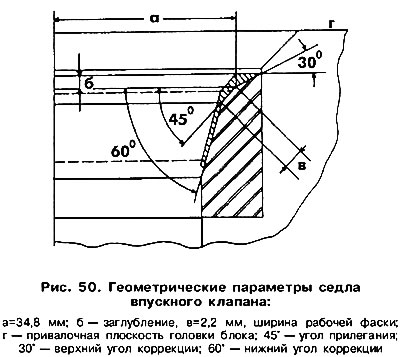 | 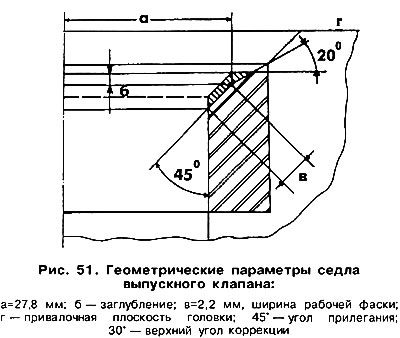 |
Provjerite istrošenost sjedišta svakog ventila. Manja površinska istrošenost može se ispraviti konusnim rezačem od 45°. Jako istrošena sjedala moraju se ponovno brusiti. Vrijednosti geometrijskih parametara sjedišta ventila prikazane su na sl. 50 i 51. Izvedba sjedišta ventila kod motora s rasplinjačem i motora s ubrizgavanjem goriva je ista. Treba osigurati da radna ivica nije preduboko u tijelu glave bloka. Da biste to potvrdili, morate izvršiti sljedeće korake:
- umetnite ventil u vodeću čahuru, pritiskajući glavu ventila na sjedište u području skošenja;
- izmjerite udaljenost «A» (riža. 52) između kraja stabla ventila i gornje spojne ravnine (vidi sl. 50, 51) blok glave.
- odrediti dopuštenu dubinu ventila (označen kao «b» na sl. 50 i 51), na temelju vrijednosti izmjerene udaljenosti «A» i činjenica da je minimalna udaljenost od kraja stabla ventila do gornje spojne ravnine glave bloka 35,8 mm za usisni ventil i 36,1 mm za ispušni ventil.

Prilikom obrade morate se pridržavati sljedećih preporuka.
Prilikom zamjene vodilica ventila potrebno je strojno obraditi sjedišta ventila, što se radi na sljedeći način. Stvarna površina pojasa obrađuje se glodalom pod kutom od 30° (ulazni ventil) ili 45° (Ispušni ventil), a zatim se formira željena širina radne trake (2,2 mm) zbog obrade gornjeg dijela rezačem 45° (ulazni ventil) ili 30° (Ispušni ventil) a dno rezačem od 60° (samo za ulazne ventile).
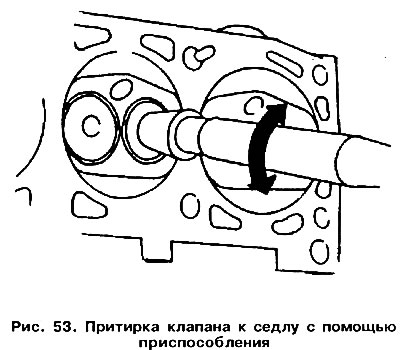
Nakon obrade radnih kosina sjedala, ventile treba brusiti na njih. Da biste to učinili, pokrijte površinu sjedala pastom za lepljenje pomiješanom s motornim uljem i umetnite ventil na mjesto, podmažući njegovu osovinu motornim uljem. Pričvrstite alat za lepljenje na ventil i zakrenite ventil u oba smjera (riža. 53), lagano pritiskajući ventil na sjedište. Rad u početnoj fazi može se olakšati ako se ventil okrene bušilicom. Završite lapiranje samo čistim motornim uljem.
Nakon što je lepljenje završeno, uklonite pastu i očistite sve površine. Provjerite sjedište i površine sjedišta ventila. Na obje površine treba postojati neprekinuti neprozirni prsten širine jednake širini radnog skošenja.
Na radnoj ivici ventila olovkom napravite nekoliko oznaka u krugu od oko 1 mm. Umetnite ventil u čahuru i gurnite ga u sjedište. Lagano pritiskajući ventil, okrenite ga za 90°.
Uklonite ventil i provjerite jesu li tragovi olovke na radnoj traci nestali. Počnite sastavljati glavu. U suprotnom, trebali biste nastaviti s obradom spojnih površina i, u krajnjem slučaju, ugraditi novu ili obnovljenu glavu cilindra.
Ventili
Manje oštećenje prednje strane ventila može se ukloniti prislanjanjem ventila na sjedište kao što je prethodno opisano.
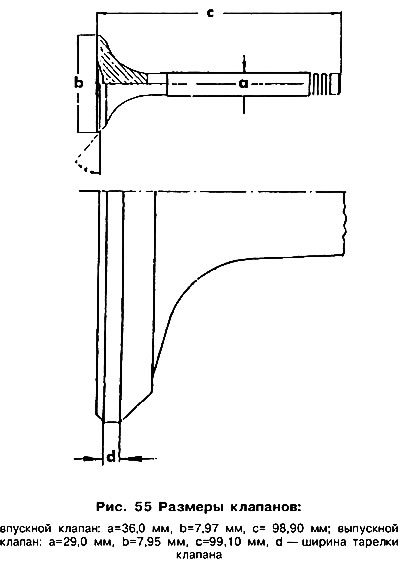
Istrošenost povratnog ventila (riža. 55), s obzirom na razlike između usisnih i ispušnih ventila. Ventili koji su jako istrošeni moraju se zamijeniti.
Ako se na kraju stabla ventila pojave znakovi istrošenosti, možete ga brusiti, imajući na umu da uklonjeni sloj metala ne smije biti veći od 0,5 mm.
Diskovi ventila ne smiju se brusiti. Oštećeni ventili mogu se samo izbrusiti ili zamijeniti novima.
Glava cilindra
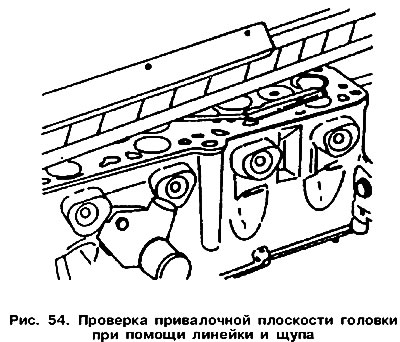
Temeljito očistite spojne površine glave bloka i bloka motora, a zatim provjerite je li glava bloka deformirana. Da biste to učinili, stavite posebnu tračnicu na ravninu spajanja glave bloka, kao što je prikazano na sl. 54, i pomoću mjerača za mjerenje, odredite stupanj savijanja glave bloka duž, poprečno i duž dijagonala spojne ravnine. Ako razmak nije puno veći od 0,10 mm, tada treba dati glavu za brušenje. S velikom neravninom površine potrebna je obvezna zamjena glave. Nakon brušenja, visina glave bloka ne smije biti manja od 135,6 mm. Mjesto za mjerenje visine glave bloka prikazano je na slici 48.
Bregasto vratilo
Bregasta osovina je označena na određeni način, prikazan na slici 56, ovisno o vrsti motora:
- u motoru s rasplinjačem «HZ» bregasto vratilo nije označeno;
- u motoru s rasplinjačem «MN» i tip «NU» bregasto vratilo ima lijevani remen između bregova prvog cilindra, većeg promjera od vrata ležaja, prikazanog na sl. 56 pismo «D»;
- u motoru sa sustavom ubrizgavanja, bregasto vratilo ima dva lijevana remena između bregova prvog cilindra, označena na slici 56 slovom «U», ali na ovoj osovini nema brijega «S» za pogon pumpe za gorivo.

Ugradite vanjske rukavce bregastog vratila na dvije prizme koje se nalaze na mjernoj ploči ili ih pričvrstite u središte na strugu (riža 57). Pričvrstite indikator na središnji vrat osovine. Polako okrećući bregastu osovinu, očitajte indikator. Ako očitanja prelaze 0,10 mm, osovina je deformirana i treba je zamijeniti. Provjerite ima li na vratilu vidljivih nedostataka.

Za provjeru radijalnog zazora u ležajevima vratila mora se koristiti kalibrirana plastična žica «Plasligage».
Provjeru treba izvršiti bez instaliranja potiskivača kako slijedi:
Očistite poklopce i ležište bregastog vratila i postavite vratilo na mjesto.
Položite komad kalibrirane žice duž osi osovine na svaki rukavac ležaja osovine i postavite poklopce ležaja prema njihovim brojevima (vidi sl. 42). Ravnomjerno zategnite matice za pričvršćivanje poklopca, počevši od sredine prema rubovima, silom od 6 Nm, a zatim ih zategnite za još 90°. Bregasto vratilo tada se ne može okretati.
Odvrnite matice pričvršćivanja poklopaca ležajeva obrnutim redoslijedom i uklonite poklopce. Usporedite širinu kalibriranih žičanih segmenata s postojećim predloškom ravnala. Ako zazor u bilo kojem ležaju prelazi 0,10 mm, tada je dosegnuta granica istrošenosti ležaja i bregaste osovine, što će zahtijevati zamjenu osovine, a često i glave motora.
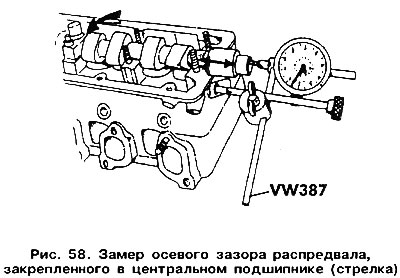
Za određivanje aksijalne zračnosti potrebno je ugraditi bregastu osovinu u glavu bloka (bez potiskivača) i pričvrstite središnjim poklopcem ležaja. Postavite glavu bloka na ravnu površinu i, nakon pričvršćivanja indikatora na prednju stranu glave bloka, (riža. 58) pomaknite osovinu duž osi. Aksijalni zazor ne smije biti veći od 0,15 mm. Viša vrijednost ukazuje na istrošenost potisne površine poklopca ležaja.
Komentari posjetitelja