
Opruge ventila i vodilice ventila
Opruge ventila ne smiju biti napuknute i moraju biti dovoljno elastične. Za potpuni pregled opruga ventila treba koristiti poseban alat za ispitivanje opruga. Ako nije, postavite opruge u nizu na glatku površinu tako da zatvoreni nabori budu na dnu. Postavite čelični kut pored opruge i izmjerite razmak između vrha opruge i kuta. Razmak ne smije biti veći od 2,0 mm. U suprotnom, opruga je iskrivljena.
Vodilice ventila
Provjerite vodilicu ventila sljedećim redoslijedom:
- očistite čahuru vodilice ventila od čađe povlačenjem krpe natopljene benzinom kroz čahuru naprijed-natrag;
- temeljito očistite stablo ventila i umetnite ventile u čahure za vođenje;
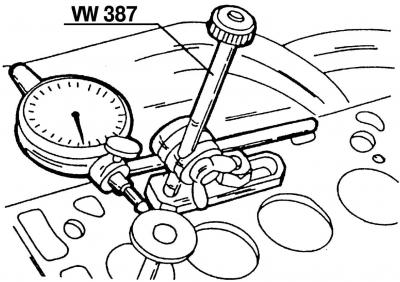
Riža. 113. Provjera odstupanja stabla ventila unutar rukavca vodilice pomoću mjernog uređaja VW387
- provjerite odstupanje stabla ventila unutar vodeće čahure pomoću VW387 mjerača (riža. 113) na sljedeći način:
- ugradite mjerni uređaj VW387 s odgovarajućim nosačem na gornji dio glave cilindra;
- izvucite ventil iz rupe što je više moguće tako da se kraj stabla ventila konačno zaustavi čahurom za vođenje;
- protresite disk ventila na vrhu s jedne na drugu stranu i provjerite očitanje mjerača. Ako je dobivena vrijednost veća od 1,0 mm na usisnim ventilima ili 1,3 mm na ispušnim ventilima, potrebno je zamijeniti vodilicu ventila.
Također treba provjeriti opće stanje glave cilindra. Može se koristiti nakon brušenja glave cilindra. Ako ima malih ogrebotina između sjedišta ventila ili između sjedišta ventila i prvog navoja otvora svjećice, sve dok ogrebotine nisu šire od 0,5 mm, tada se glava cilindra može ponovno brusiti i upotrijebiti.
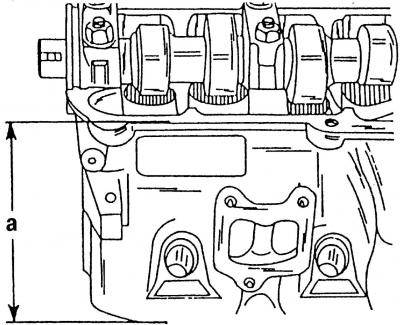
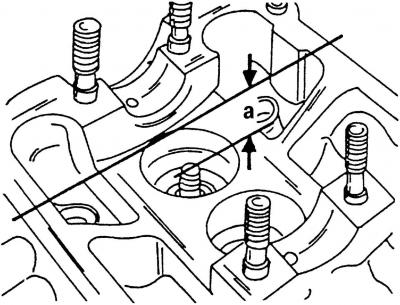
Riža. 114. Mjerenje visine glave cilindra
Nakon ponovnog brušenja glave cilindra, vrijednost a (riža. 114) mora biti najmanje 132,60 mm. Mjerenja treba provesti kalibrom ili mjernim ravnalom, postavljajući glavu cilindra na ravnu površinu.
Izvucite vodeće čahure iz glave cilindra sljedećim redoslijedom:
- pregledajte ugrađene čahure za vođenje. Ako čahure za vođenje još nisu zamijenjene, čahure za vođenje ventila nisu pričvršćene i mogu se istisnuti iz glave cilindra na strani bregastog vratila. Ako su čahure za vođenje već zamijenjene, čahure će imati spoj koji se može vidjeti sa strane bregastog vratila. U tom slučaju stari rukavac vodilice mora se istisnuti sa strane komore za izgaranje;
Riža. 115. Istiskivanje vodilice ventila. Nove čahure se utiskuju s iste strane
- čahura za vođenje se pomoću bušilice istisne iz glave cilindra. Kako bi se olakšalo istiskivanje, glava cilindra se može zagrijati. Na bušilicu trebate zavrnuti klin koji po veličini odgovara unutarnjoj strani vodilice ventila. Istiskivanje originalne vodeće čahure, koja još nije zamijenjena, prikazano je na (riža. 115);
- Kada se vodilica ventila zamijeni, sam ventil se također mijenja zajedno s njom. Zatim morate brusiti sjedišta ventila.
Pritisnite vodeće čahure u glavu cilindra sljedećim redoslijedom:
- podmažite nove čahure vodilice motornim uljem prije ugradnje i utisnite ih sa strane bregastog vratila u hladnu glavu motora tako da rame čahure vodilice ventila uđe u glavu motora. Pritisak prešanja ne smije biti veći od 1 tone, jer se u suprotnom ovratnik može odrezati. Glava cilindra mora počivati na savršeno ravnoj površini;
- nakon prešanja, vodilica ventila mora se obraditi posebnim razvrtačem 3120. Ako takav razvrtač nije dostupan, može se koristiti podesivi razvrtač od 8,0 mm, koji se mora redovito podmazivati tzv. reznim uljem kako bi se izbjeglo mali zarezi u rupici nakon njega - tragovi «drobljenje».
Bilješka. Ako je čahura za vođenje zamijenjena, sjedište ventila treba preklopiti tako da bude koncentrično poravnato s novom čahurom za vođenje.
Sjedišta ventila
Provjerite sjedišta ventila sljedećim redoslijedom:
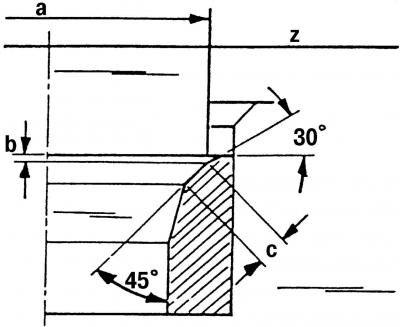
Riža. 116. Sjedišta ventila: a - promjer sjedišta ventila (pogledajte tablicu za podešavanje i upravljanje); b - najveća dopuštena količina obrade; c - širina sjedišta ventila: za usisni ventil - 2,0 mm, za ispušni ventil - 2,4 mm; z - donji rub glave cilindra; 30°- gornji kut korekcije; 45°- kut skošenja sjedišta ventila
- Provjerite sva sjedišta ventila na istrošenost i ogrebotine. Na radnim skošenjima sedla (područje kontakta ventila) ne bi trebalo biti rupa, korozije ili oštećenja. Manja oštećenja mogu se popraviti brušenjem sjedala rezačem pod kutom od 45°. U isto vrijeme uklonite što je moguće manje metala. Možete mljeti i ručno i mlinom. Ako su sjedala jako istrošena, treba ih ponovno izglodati. Oblik skošenja sjedišta ventila prikazan je na (riža. 116); Vrijednosti kuta prikladne su za ispušne i usisne ventile. Vrijednost promjera a sjedišta ventila treba uzeti iz tablica podešavanja i upravljanja. Ovo je posebno važno za usisne ventile, jer oni nisu isti za neke motore;
- Da biste odredili veličinu završne obrade sjedišta ventila, napravite sljedeća mjerenja:
- umetnite ventil u njegovu vodeću čahuru i pritisnite sjedište (ravna glava) ventil;
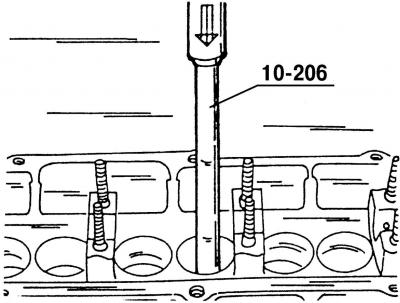
Riža. 117. Mjerenje dubine pri dodatnoj obradi sjedišta ventila. Dimenzija a se mjeri između strelica
- interval mjerenja a (riža. 117) između vrha stabla ventila i gornjeg ruba glave cilindra. Da biste to učinili, postavite mjerno ravnalo na ravninu glave cilindra;
- Izračunajte najveću i najmanju dopuštenu vrijednost izmjerene vrijednosti nakon mljevenja a. Na usisnim ventilima trebao bi biti 33,8 mm, na ispušnim - 34,1 mm;
- ako se od izmjerene vrijednosti oduzme minimalna udaljenost, tada će se dobiti dopuštena vrijednost b (riža. 116). Ovo je neophodno kako se sjedišta ventila u glavi motora ne bi previše bušila. Glodanje sjedišta ventila provodi se ako su ugrađene nove vodeće čahure. Za ovo vam je potrebno:
- lagano obradite gornji rub sjedišta ventila rezačem od 45°, a zatim rezačem od 30°kako biste smanjili širinu sjedišta ventila na 2,0 mm za usisne i 2,4 mm za ispušne ventile. Obradu treba prekinuti čim dimenzije sjedišta ventila dostignu zadane vrijednosti. Sjedišta ispušnih ventila imaju graničnike promjera. Prilikom obrade pazite da ne oštetite ove graničnike;
- kako ne biste previše bušili sjedišta ventila u glavi cilindra, svakako izračunajte vrijednost b;
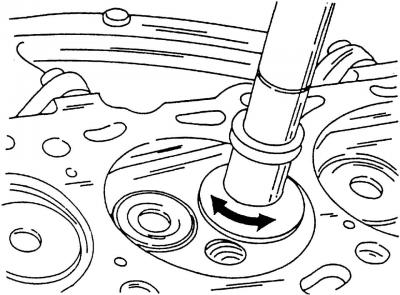
Riža. 118. Trljanje ventila vakuumom. Usisnu čašicu treba okretati naprijed-natrag u smjeru označenom strelicama
- brusiti strojno obrađena sjedišta ventila. Da biste to učinili, nanesite malu količinu paste za lepljenje na sjedište ventila i ugradite ventil u odgovarajuće sjedište. Pričvrstite vakuumsku čašicu na ventil i rotirajte ventil s njom naprijed-natrag u smjeru prikazanom strelicama (riža. 118). Da biste dobro izbrusili sjedište ventila, morate povremeno ukloniti vakuumsku čašicu, okrenuti ventile za četvrtinu kruga, a zatim nastaviti brušenje;
- nakon lepljenja pažljivo očistite sve dijelove od prljavštine i paste za lepljenje;
- provjerite sjedište ventila umjesto glave ventila i o-prstena. Na oba dijela trebao bi biti vidljiv neprekinuti, matirani prsten;
- nacrtajte nekoliko linija olovkom na prstenu na glavi ventila. Oko prstena treba nacrtati crtice u razmacima od približno 1 mm. Nakon toga pažljivo umetnite ventil u čahuru vodilice, spustite ga na sjedište i okrenite ga za 90°, primjenjujući malu silu na ventil;
- uklonite ventil i provjerite jesu li linije olovke s O-prstena nestale;
- ako širina sjedišta ventila odgovara navedenim dimenzijama, tada se može ugraditi glava cilindra. U suprotnom, sjedišta ventila moraju se preraditi ili, u najmanju ruku, mora se ugraditi nova glava cilindra.
Ventili
Sve što je napisano o ventilima VR6 motora (vidi točku 2.3.3), vrijedi i za motor od 2,0 litre. Dimenzije ventila navedene su u tablici podešavanja i upravljanja.
Glava cilindra
Temeljito operite glavu cilindra i očistite kanale za ulje. Uklonite naslage ugljika iz komora za izgaranje i s površine ispušnih kanala žičanom četkom. Temeljito očistite kontaktne površine glave cilindra i bloka cilindra. Pregledajte glavu cilindra. Ležajevi ispod rukavaca bregastog vratila i u rupama za podizače ventila ne smiju biti izgrebani ili oštećeni. Nisu dopuštene pukotine na bilo kojem mjestu glave cilindra.
Riža. 119. Provjera deformacije glave cilindra pomoću mjernog ravnala i mjerača
Provjerite ima li deformacija na površini glave cilindra (riža. 119).
Da biste to učinili, postavite mjerno ravnalo na glavu cilindra i upotrijebite mjerač za mjerenje zazora uzduž, poprijeko i dijagonalno. Ako ne prelazi 0,10 mm, tada se glava cilindra može brusiti. Ako je razmak veći na bilo kojem mjestu, tada treba zamijeniti glavu cilindra, jer uklanjanje većeg sloja metala može negativno utjecati na kompresiju motora.
Glava cilindra može se brusiti sve dok je njena minimalna visina a (riža. 114) ne manje od 132,60 mm.
Bregasto vratilo
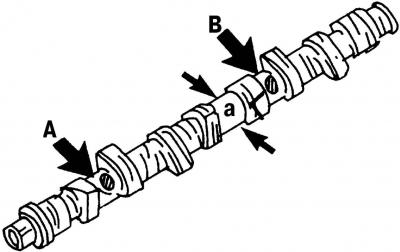
Riža. 120. Mjesta za označavanje na bregastom vratilu. Slova i brojevi utisnuti su na mjestima prikazanim strelicama
Bregasta osovina ADY motora označena je na određeni način. Na mjestu označenom strelicom A (riža. 120) reljefno slovo (B), na mjestu B je broj (037). Budući da bregaste osovine za druge tipove motora imaju drugačije oznake, preporuča se da pri kupnji nove bregaste osovine ponesete staru.
Promjer brijega a (riža. 120) na motorima ovog dizajna, smanjen na 34,0 mm.
Prilikom pregleda bregastih vratila obratite pozornost na površine rukavaca ležaja (mjesta ležaja), brijega, koji mora biti dobro uglačan i neoštećen. Ako se pronađu znakovi zaglavljivanja ili duboke tragove, bregasto vratilo mora se zamijeniti. Prije ugradnje bregaste osovine izvršite sljedeće radnje:
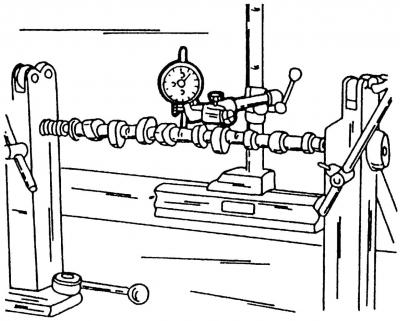
Riža. 47. Mjerenje radijalnog odstupanja bregastog vratila
- ugraditi bregastu osovinu s vanjskim rukavcima na dvije prizme ili stegnuti između stezaljki struga i ugraditi mjerni uređaj (riža. 47) na mjestu srednjeg ležaja (vratovi) bregasto vratilo;
- polako okrećite bregastu osovinu i pratite očitanja mjernog uređaja. Ako, prema očitanjima uređaja, radijalno odstupanje prelazi 0,01 mm, tada se bregasta osovina mora zamijeniti jer je deformirana;
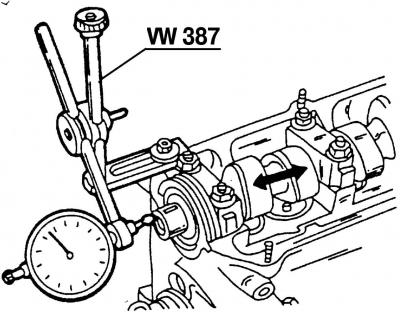
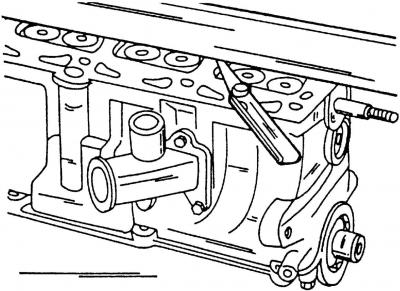
Riža. 121. Mjerenje aksijalnog zazora bregastog vratila
- za mjerenje krajnjeg zazora bregastog vratila, umetnite ga u glavu cilindra (bez potiskivača), pričvrstite vanjskim ležajevima i postavite glavu cilindra na ravnu površinu. Ugradite mjerač VW387 (riža. 121) od kraja glave cilindra i ljuljajte osovinu naprijed-natrag u uzdužnom smjeru (na sl. 121 prikazano strelicama).
Aksijalni zazor ne smije biti veći od 0,15 mm. U protivnom dolazi do istrošenosti radne površine poklopca ležaja.
Komentari posjetitelja