
Пружини клапанів та напрямні втулки клапанів
Пружини клапанів не повинні мати тріщин і мають бути достатньо пружними. Для повноцінного контролю пружин клапанів слід використовувати спеціальний інструмент перевірки пружин. Якщо його немає, тоді встановіть пружини в ряд на гладкій поверхні таким чином, щоб закрита накатка була в нижній частині. Поставте поруч із пружиною сталевий куточок і виміряйте зазор між верхньою частиною пружини та куточком. Зазор не повинен становити більше ніж 2,0 мм. В іншому випадку пружина перекошена.
Напрямні втулки клапанів
Перевірку напрямної втулки клапана провадіть у наступному порядку:
- очистіть від нагару напрямну втулку клапана, для чого протягніть змочену в бензині ганчірку через втулку вперед-назад;
- ретельно почистіть стрижень клапана і по порядку вставте клапани в напрямні втулки;
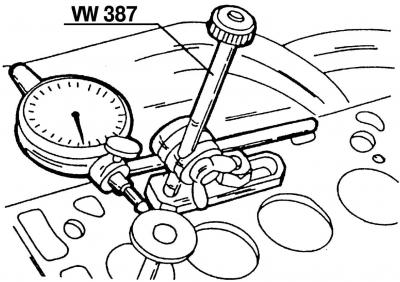
Мал. 113. Контроль биття стрижня клапана всередині напрямної втулки за допомогою вимірювального приладу VW387
- перевірте биття стрижня клапана всередині напрямної втулки за допомогою вимірювального приладу VW387 (Мал. 113) наступним чином:
- встановіть вимірювальний прилад VW387 з відповідним кронштейном верхньої честі головки блоку циліндрів;
- максимально висуньте клапан з отвору так, щоб кінець стрижня клапана остаточно був зупинений напрямною втулкою;
- покачайте тарілку клапана у верхній частині з боку на бік і перевірте показання вимірювального приладу. Якщо отримана величина більше 1,0 мм на впускних клапанах або 1,3 мм на випускних клапанах, то направляючу втулку клапана слід замінити.
Слід перевірити загальний стан головки блоку циліндрів. Можна використовувати після шліфування головку блоку циліндрів. Якщо на ній є маленькі подряпини між сідлами клапанів або між сідлом клапана і першим різьбленням отвору для свічки запалювання, за умови, що подряпини не ширші за 0,5 мм, то головка блоку циліндрів може бути переточена і використана повторно.
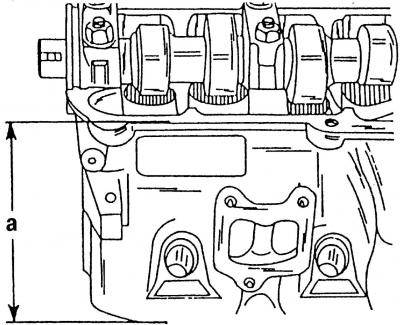
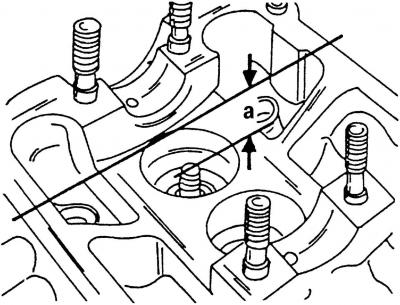
Мал. 114. Вимірювання висоти головки блоку циліндрів
Після переточування головки блоку циліндрів, величина а (Мал. 114) має бути не менше 132,60 мм. Вимірювання слід проводити або штангенциркулем або вимірювальною лінійкою, поставивши головку блоку циліндрів на рівну поверхню.
Випресовування напрямних втулок із головки блоку циліндрів проводите в наступному порядку:
- огляньте встановлені напрямні втулки. Якщо заміна напрямних втулок ще не проводилася, то напрямні втулки клапанів не скріплені та можуть бути випресовані з головки блоку циліндрів з боку розподільчого валу. Якщо вже була заміна напрямних втулок, то втулки матимуть скріплення, яке можна побачити розподільчим валом. У цьому випадку стару направляючу втулку слід випресовувати камерою згоряння;
Мал. 115. Випресовування напрямної втулки клапана. Нові втулки запресовуються з одного боку
- напрямна втулка випресовується з головки блоку циліндрів за допомогою пробійника. Для полегшення випресування головку блоку циліндрів можна нагріти. На пробійник потрібно прикрутити цапфу, яка підходить за розміром до внутрішньої сторони напрямної втулки клапана. Випресування оригінальної напрямної втулки, заміна якої ще не проводилася, показано на (Мал. 115);
- при заміні напрямної втулки клапана, разом із нею змінюється і сам клапан. Після цього потрібно відшліфувати сідла клапанів.
Запресовування направляючих втулок у головку блоку циліндрів провадіть у наступному порядку:
- нові напрямні втулки перед встановленням змастіть моторним маслом і впресуйте їх з боку розподільчого валу в холодну головку блоку циліндрів таким чином, щоб буртик втулки направляючої клапана увійшов в головку блоку циліндрів. Тиск запресування при цьому не повинен бути більше ніж 1 т, тому що в іншому випадку буртик може бути зрізаний. Головка блоку циліндрів повинна лежати на плоскій поверхні;
- після запресування напрямна втулка клапана повинна бути оброблена спеціальною розгорткою 3120. Якщо такої розгортки немає, то можна використовувати регульовану розгортку на 8,0 мм, яку потрібно регулярно змащувати так званою мастильно-охолоджувальною емульсією для того, щоб після неї в отворі не залишилося маленьких зазубрин - слідів «дроблення».
Примітка. Якщо була замінена напрямна втулка, слід притирати сідло клапана, щоб воно було концентрично вирівняне з новою напрямною втулкою.
Сідла клапанів
Перевірку сідел клапанів провадіть у наступному порядку:
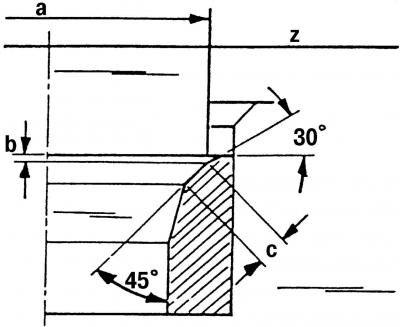
Мал. 116. Сідла клапанів: a - діаметр сідла клапана (див. таблицю регулювань та контролю); b – максимально допустима величина обробки; c – ширина сідла клапана: для впускного клапана – 2,0 мм, для випускного клапана – 2,4 мм; z – нижній край головки блоку циліндрів; 30°- верхній коригувальний кут; 45°- кут фаски сідла клапана
- перевірте всі сідла клапанів на зношування та наявність подряпин. На робочих фасках сидів (зона контакту із клапанами) не повинно бути точкових раковин, корозії та пошкоджень. Невеликі пошкодження можна усунути шліфуванням сідел фрезою під 45°. При цьому знімайте якнайменше металу. Шліфувати можна як вручну, так і за допомогою шліфувальної машинки. Якщо сідла зношені сильно, їх слід відфрезерувати заново. Форма фасок сідел клапанів показана на (Мал. 116); Значення кутів підходять для випускних та впускних клапанів. Значення діаметра сідла клапана слід брати їх таблиці регулювань і контролю. Особливо це важливо для впускних клапанів, оскільки вони не однакові для деяких двигунів;
- щоб визначити розмір обробки сідла клапана, проведіть такі виміри:
- вставте клапан у напрямну втулку і натисніть на сідло (плоску голівку) клапана;
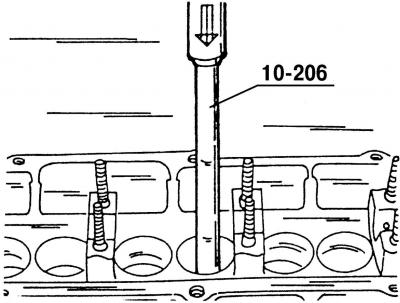
Мал. 117. Вимірювання глибини при проведенні додаткової обробки сідел клапанів. Розмір a вимірюється між стрілками
- виміряйте інтервал а (Мал. 117) між вершиною стрижня клапана та верхнім краєм головки блоку циліндрів. Для цього покладіть на площину головки блоку циліндрів вимірювальну лінійку;
- вирахуйте максимально та мінімально допустиме після фрезерування значення виміряної величини а. На впускних клапанах вона має становити 33,8 мм, на випускних - 34,1 мм;
- якщо від виміряної величини відняти мінімальну відстань, то буде отримана допустима величина b (Мал. 116). Це необхідно, щоб не розточити занадто сильно сідла клапанів у головці блоку циліндрів. Фрезерування сідел клапанів проводиться в тому випадку, якщо були встановлені нові напрямні втулки. Для цього потрібно:
- злегка обробити фрезою під кутом 45°, а потім фрезою під кутом 30°верхній край сідла клапана, щоб зменшувати ширину сідла з клапана і довести її до значення 2,0 мм для впускних та 2,4 мм для випускних клапанів. Обробку слід припинити, як тільки розміри сідла клапана досягнуть зазначених величин. Сідла випускних клапанів мають обмежувачі діаметра. При проведенні обробки слідкуйте, щоб не пошкодити ці обмежувачі;
- щоб не розточити сідла клапанів в головці блоку циліндрів занадто сильно, обов'язково обчисліть величину b;
Мал. 118. Притирання клапана за допомогою присоски. Присоску слід обертати вперед-назад у вказаному стрілками напрямку
- відшліфуйте оброблені сідла клапанів. Для цього нанесіть на сідло клапана невелику кількість пасти для притирання і встановіть клапан у відповідне сідло. Прикріпіть на клапан присоску і обертайте клапан за допомогою його вперед-назад у напрямку, показаному стрілками (Мал. 118). Щоб добре притерти сідло клапана, потрібно періодично знімати присоску, провертати клапани на чверть обороту, та був продовжувати притирання;
- після притирання ретельно очистіть усі частини від бруду та притиральної пасти;
- перевірте сідло клапана в місці головки клапана та кільця ущільнювача. Має бути безперервне, матове кільце на обох деталях;
- нанесіть олівцем кілька рисок на кільці на головці клапана. Риси повинні бути намальовані навколо кільця з інтервалом приблизно 1 мм. Після цього обережно вставте клапан у напрямну втулку, опустіть його на сідло і поверніть по колу на 90°, додаючи до клапана невелике зусилля;
- вийміть клапан і перевірте, чи зникли нанесені олівцем лінії з кільця ущільнювача;
- якщо ширина сідла клапана відповідає зазначеним розмірам, головку блоку циліндрів можна встановлювати. В іншому випадку сідла клапанів необхідно обробити повторно або в крайньому випадку встановити нову головку блоку циліндрів.
Клапани
Все, що написано з приводу клапанів двигуна VR6 (див. п. 2.3.3), є вірним та для двигуна 2,0 л. Розміри клапанів вказані в таблиці регулювань та контролю.
Головка блоку циліндрів
Ретельно вимийте головку блоку циліндрів та очистіть масляні канали. Видаліть нагар із камер згоряння та з поверхні випускних каналів металевою щіткою. Ретельно почистіть контактні площини головки блоку циліндрів та блоку циліндрів. Огляньте головку блоку циліндрів. На опорах під шийки розподільного валу та в отворах під штовхачі клапанів не повинно бути задир і пошкоджень. Тріщини у будь-яких місцях головки блоку циліндрів не допускаються.
Мал. 119. Перевірка головки блоку циліндрів на деформацію за допомогою вимірювальної лінійки та щупа
Перевірте поверхню головки блоку циліндрів на деформацію (Мал. 119).
Для цього покладіть на головку блоку циліндрів вимірювальну лінійку і за допомогою вимірювального щупа перевірте зазор уздовж, поперек та по діагоналі. Якщо він не перевищує 0,10 мм, головку блоку циліндрів можна шліфувати. У випадку, якщо зазор в якомусь місці більше, то головку блоку циліндрів слід замінити, оскільки зняття більшого шару металу може негативно позначитися на компресії двигуна.
Головка блоку циліндрів може бути відшліфована, доки її мінімальна висота а (Мал. 114) не менше ніж 132,60 мм.
Розподільний вал
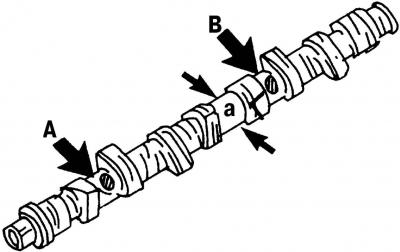
Мал. 120. Місця нанесення міток на розподільчому валі. Літери та числа вибиті на показаних стрілками місцях
Розподільний вал двигуна ADY промаркований певним чином. У місці, вказаному стрілкою A (Мал. 120) вибито букву (B), у місці B - число (037). Так як розподільні вали для інших типів двигунів мають інше маркування, рекомендується при покупці нового розподільчого валу брати із собою старий.
Діаметр кулачка а (Мал. 120) на двигунах цього конструктивного ряду скорочено до 34 мм.
При огляді розподільних валів звертайте увагу на поверхні опорних шийок (місця розташування підшипників), кулачків, які повинні бути добре відполіровані та не мати пошкоджень. Якщо виявляться сліди заїдання або глибокі ризики, розподільний вал слід замінити. Перед встановленням розподільних валів проведіть такі операції:
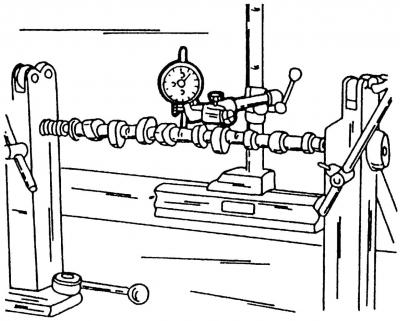
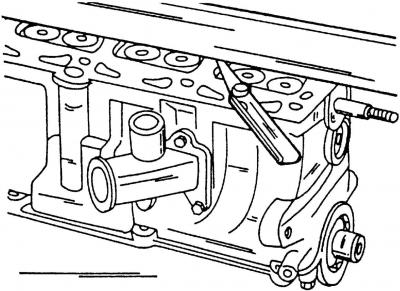
Мал. 47. Вимірювання радіального биття розподільчого валу
- встановіть розподільний вал крайніми шийками на дві призми, або затисніть між затискачами токарного верстата та встановіть вимірювальний прилад (Мал. 47) у місці середнього підшипника (шийки) розподільчого валу;
- повільно обертайте розподільний вал і слідкуйте за показаннями вимірювального приладу. Якщо за показаннями приладу радіальне биття перевищить 0,01 мм, то розподільний вал може бути замінений, оскільки він деформований;
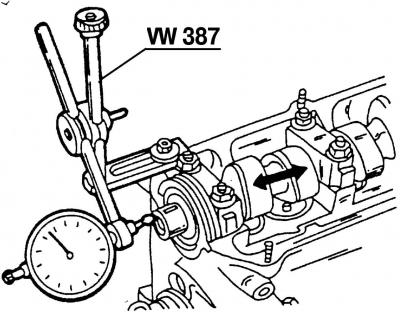
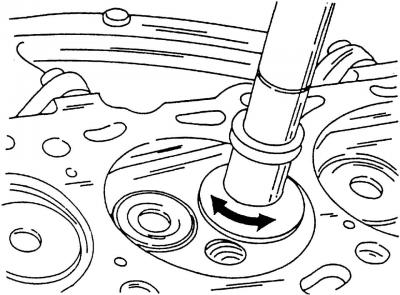
Мал. 121. Вимірювання осьового зазору розподільчого валу
- для вимірювання осьового зазору розподільчого валу, вкладіть його в головку блоку циліндрів (без штовхачів), закріпіть крайніми підшипниками та встановіть головку блоку циліндрів на плоскій поверхні. Встановіть вимірювальний прилад VW387 (Мал. 121) з торця головки блоку циліндрів і похитайте вал вперед-назад у поздовжньому напрямку (на рис. 121 показано стрілками).
Осьовий зазор не повинен перевищувати 0,15 мм. В іншому випадку зношена робоча поверхня кришки підшипника.
Коментарі відвідувачів