
Спружыны клапанаў і накіравальныя ўтулкі клапанаў
Спружыны клапанаў не павінны мець расколін і павінны быць дастаткова пругкія. Для паўнавартаснага кантролю спружын клапанаў варта выкарыстоўваць адмысловую прыладу для праверкі спружын. Калі яго няма, тады ўсталюеце спружыны ў шэраг на гладкай паверхні такім чынам, каб зачыненая накатка знаходзілася ў ніжняй частцы. Пастаўце побач з спружынай сталёвы куток і вымерайце зазор паміж верхняй часткай спружыны і кутком. Зазор не павінен складаць больш за 2,0 мм. У адваротным выпадку спружына перакошана.
Накіроўвалыя ўтулкі клапанаў
Праверку накіроўвалай утулкі клапана праводзіце ў наступным парадку:
- ачысціце ад нагара накіроўвалую ўтулку клапана, для чаго працягнеце змочаную ў бензіне анучу праз утулку наперад-назад;
- старанна пачысціце стрыжань клапана, і па парадку ўстаўце клапаны ў накіравальныя ўтулкі;
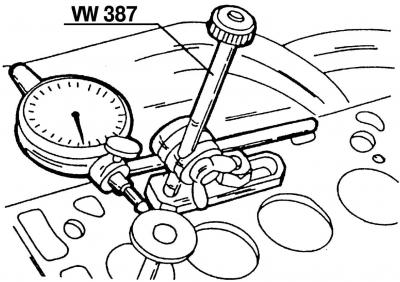
Мал. 113. Кантроль біцця стрыжня клапана ўнутры накіроўвалай утулкі з дапамогай вымяральнага прыбора VW387
- праверце біццё стрыжня клапана ўнутры накіроўвалай утулкі з дапамогай вымяральнага прыбора VW387 (мал. 113) наступным чынам:
- усталюеце вымяральны прыбор VW387 з які адпавядае кранштэйнам на верхнім гонары галоўкі блока цыліндраў;
- максімальна высуньце клапан з адтуліны так, каб канец стрыжня клапана канчаткова быў спынены накіроўвалай утулкай;
- пакачайце талерку клапана ў верхняй частцы з боку ў бок і праверце паказанні вымяральнага прыбора. Калі атрыманая велічыня больш за 1,0 мм на впускных клапанах або 1,3 мм на выпускных клапанах, то накіроўвалую ўтулку клапана варта замяніць.
Варта праверыць і агульны стан галоўкі блока цыліндраў. Можна выкарыстоўваць пасля шліфоўкі галоўку блока цыліндраў. Калі на ёй ёсць маленькія драпіны паміж сёдламі клапанаў ці паміж сядлом клапана і першым разьбярствам адтуліны для свечкі запальвання, пры ўмове, што драпіны не шырэй 0,5 мм, то галоўка блока цыліндраў можа быць ператочаная і выкарыстаная паўторна.
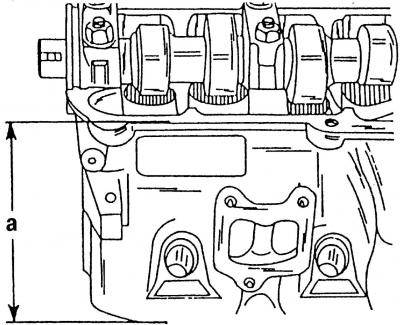
Мал. 114. Вымярэнне вышыні галоўкі блока цыліндраў
Пасля ператочвання галоўкі блока цыліндраў, велічыня а (мал. 114) павінна быць не менш 132,60 мм. Вымярэнні варта праводзіць або штангенцыркулем, або вымяральнай лінейкай, паставіўшы галоўку блока цыліндраў на роўную паверхню.
Выпрасоўванне накіравальных утулак з галоўкі блока цыліндраў праводзіце ў наступным парадку:
- агледзіце ўсталяваныя накіравальныя ўтулкі. Калі замена накіроўвалых утулак яшчэ не праводзілася, то накіроўвалыя ўтулкі клапанаў не змацаваныя і могуць быць выпрасаваны з галоўкі блока цыліндраў са боку размеркавальнага вала. Калі ўжо была замена накіроўвалых утулак, то ўтулкі будуць мець змацаванне, якое можна ўбачыць са боку размеркавальнага вала. У гэтым выпадку старую накіравальную ўтулку варта выпрасоўваць са боку камеры згарання;
Мал. 115. Выпрасоўванне накіравальнай утулкі клапана. Новыя ўтулкі запрасоўваюцца з таго ж боку
- накіроўвалая ўтулка выпрасоўваецца з галоўкі блока цыліндраў з дапамогай мысліка. Для палягчэння выпрасоўвання галоўку блока цыліндраў можна нагрэць. На мыслік трэба прыкруціць цапфу, якая падыходзіць па памеры да ўнутранага боку накіроўвалай утулкі клапана. Выпрасоўка арыгінальнай накіроўвалай утулкі, замена якой яшчэ не рабілася, паказана на (мал. 115);
- пры замене накіроўвалай утулкі клапана, разам з ёй змяняецца і сам клапан. Пасля чаго трэба адшліфаваць сядла клапанаў.
Запрасоўку накіравальных утулак у галоўку блока цыліндраў праводзіце ў наступным парадку:
- новыя накіроўвалыя ўтулкі перад усталёўкай вышмаруйце маторным алеем і ўпрасуйце іх са боку размеркавальнага вала ў лядоўню галоўку блока цыліндраў такім чынам, каб кант накіроўвалай утулкі клапана ўвайшоў у галоўку блока цыліндраў. Ціск запрэсоўкі пры гэтым не павінна быць больш за 1 т, бо ў адваротным выпадку кант можа быць зрэзаны. Галоўка блока цыліндраў павінна ляжаць на зусім плоскай паверхні;
- пасля запрэсоўкі накіравальная ўтулка клапана павінна быць апрацаваная адмысловай разгорткай 3120. Калі такой разгорткі няма, то можна выкарыстоўваць рэгуляваную разгортку на 8,0 мм, якую трэба рэгулярна змазваць так званай змазачна-астуджальнай эмульсіяй для таго, каб пасля яе ў адтуліне не засталося маленькіх шчарбін слядоў драбнення .
Заўвага. Калі была заменена накіроўвалая ўтулка, то варта вырабіць прыцірку сядла клапана, каб яно было канцэнтрычна выраўнавана з новай накіроўвалай утулкай.
Сядла клапанаў
Праверку сёдлаў клапанаў праводзіце ў наступным парадку:
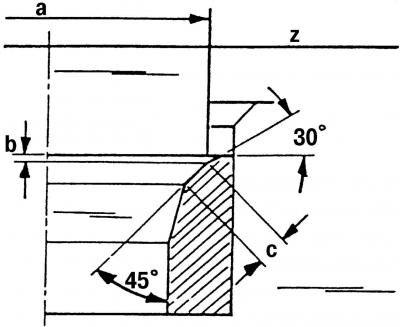
Мал. 116. Сядла клапанаў: a - дыяметр сядла клапана (гл. табліцу рэгуляванняў і кантролю); b - максімальна дапушчальная велічыня апрацоўкі; c - шырыня сядла клапана: для впускнога клапана - 2,0 мм, для выпускнога клапана - 2,4 мм; z - ніжні бок галоўкі блока цыліндраў; 30°- верхні карэкціровачны кут; 45°- кут фаскі сядла клапана
- праверце ўсе сёдлы клапанаў на знос і наяўнасць драпін. На працоўных фасках сёдлаў (зона кантакту з клапанамі) не павінна быць кропкавых ракавін, карозіі і пашкоджанняў. Невялікія пашкоджанні можна ўхіліць шліфаваннем сёдлаў фрэзай пад 45°. Пры гэтым здымайце як мага менш металу. Шліфаваць можна як уручную, так і з дапамогай шліфавальнай машынкі. Калі сядлы зношаныя моцна, то іх варта адфрэзераваць нанова. Форма фасак сёдлаў клапанаў паказана на (мал. 116); Значэнні кутоў падыходзяць для выпускных і впускных клапанаў. Значэнне дыяметра а сядла клапана варта браць іх табліцы рэгуляванняў і кантролю. Асабліва гэта важна для впускных клапанаў, бо яны не аднолькавыя для некаторых рухавікоў;
- каб вызначыць памер апрацоўкі сядла клапана, правядзіце наступныя вымярэнні:
- устаўце клапан у яго накіроўвалую ўтулку і націсніце на сядло (плоскую галоўку) клапана;
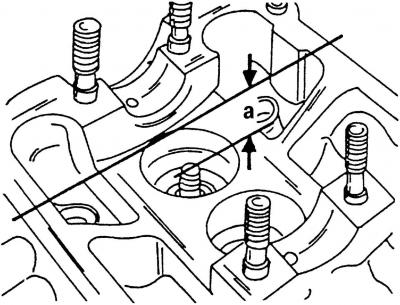
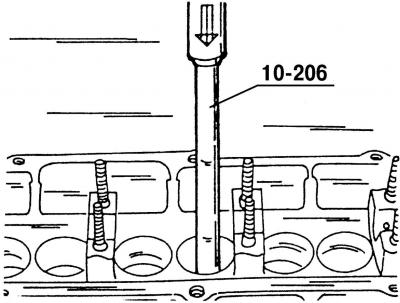
Мал. 117. Вымярэнне глыбіні пры правядзенні дадатковай апрацоўкі сёдлаў клапанаў. Памер a вымяраецца паміж стрэлкамі
- вымерайце інтэрвал а (мал. 117) паміж вяршыняй стрыжня клапана і верхнім краем галоўкі блока цыліндраў. Для гэтага пакладзяце на плоскасць галоўкі блока цыліндраў вымяральную лінейку;
- вылічыце максімальна і мінімальна дапушчальнае пасля фрэзеравання значэнне вымеранай велічыні а. На впускных клапанах яна павінна складаць 33,8 мм, на выпускных - 34,1 мм;
- калі ад вымеранай велічыні адняць мінімальную адлегласць, то будзе атрымана дапушчальная велічыня b (мал. 116). Гэта неабходна, каб не змарнатравіць занадта моцна сядла клапанаў у галоўцы блока цыліндраў. Фрэзераванне сёдлаў клапанаў праводзіцца ў тым выпадку, калі былі ўсталяваныя новыя накіравальныя ўтулкі. Для гэтага трэба:
- злёгку апрацаваць фрэзай пад кутом 45°, а пасля гэтага фрэзай пад кутом 30°верхні бок сядла клапана, каб памяншаць шырыню сядла з клапана і давесці яе да значэння 2,0 мм для впускных і 2,4 мм для выпускных клапанаў. Апрацоўку варта спыніць, як толькі памеры сядла клапана дасягнуць указаных велічынь. Сядла выпускных клапанаў маюць абмежавальнікі дыяметра. Пры правядзенні апрацоўкі сочыце за тым, каб не пашкодзіць гэтыя абмежавальнікі;
- для таго каб не змарнатравіць сёдлы клапанаў у галоўцы блока цыліндраў занадта моцна, абавязкова вылічыце велічыню b;
Мал. 118. Прыціранне клапана пры дапамозе прысоскі. Прысоску варта круціць наперад-назад у паказаным стрэлкамі напрамку
- адшліфуйце апрацаваныя сядла клапанаў. Для гэтага вырабіце на сядло клапана невялікая колькасць притирочной пасты і ўсталюеце клапан у якое адпавядае сядло. Прымацуеце на клапан прысоску і круціце клапан з яе дапамогай наперад-назад у напрамку, паказаным стрэлкамі (мал. 118). Для таго каб добра прыцерці сядло клапана, трэба перыядычна здымаць прысоску, праварочваць клапаны на чвэрць абарачэння, а затым працягваць прыцірку;
- пасля прыціркі старанна ачысціце ўсе часткі ад бруду і притирочной пасты;
- праверце сядло клапана ў месцы галоўкі клапана і ўшчыльняльнага кольца. Павінна быць відаць бесперапыннае, матавае кольца на абедзвюх дэталях;
- вырабіце алоўкам некалькі рысачак на кольцы на галоўцы клапана. Рысачкі павінны быць намаляваныя вакол кольца з інтэрвалам прыкладна 1 мм. Пасля гэтага асцярожна ўстаўце клапан у накіроўвалую ўтулку, апусціце яго на сядло і звярніце па акружнасці на 90°, прыкладаючы да клапана невялікі высілак;
- выміце клапан і праверце, ці зніклі нанесеныя алоўкам лініі з ушчыльняльнага кольца;
- калі шырыня сядла клапана адпавядае паказаным памерам, то галоўку блока цыліндраў можна ўсталёўваць. У адваротным выпадку сядла клапанаў неабходна апрацаваць паўторна ці ў самым крайнім выпадку ўсталяваць новую галоўку блока цыліндраў.
Клапаны
Усё, што напісана з нагоды клапанаў рухавіка VR6 (гл. п. 2.3.3), з'яўляецца дакладным і для рухавіка 2,0 л. Памеры клапанаў пазначаны ў табліцы рэгуляванняў і кантролю.
Галоўка блока цыліндраў
Дбайна вымыйце галоўку блока цыліндраў і ачысціце алейныя каналы. Выдаліце нагар з камер згарання і з паверхні выпускных каналаў металічнай шчоткай. Дбайна пачысціце кантактныя плоскасці галоўкі блока цыліндраў і блока цыліндраў. Агледзіце галоўку блока цыліндраў. На апорах пад шыйкі размеркавальнага вала і ў адтулінах пад штурхачы клапанаў не павінна быць задзіраў і пашкоджанняў. Расколіны ў любых месцах галоўкі блока цыліндраў не дапушчаюцца.
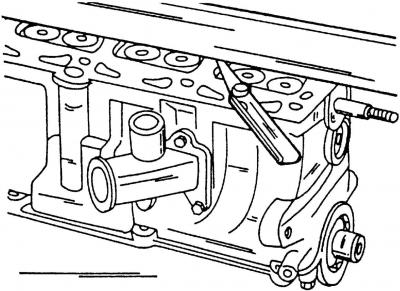
Мал. 119. Праверка галоўкі блока цыліндраў на дэфармацыю пры дапамозе вымяральнай лінейкі і маца
Праверце паверхню галоўкі блока цыліндраў на дэфармацыю (мал. 119).
Для гэтага пакладзяце на галоўку блока цыліндраў вымяральную лінейку і з дапамогай вымяральнага маца праверце зазор уздоўж, папярок і па дыяганалі. Калі ён не перавышае 0,10 мм, то галоўку блока цыліндраў можна шліфаваць. У выпадку, калі зазор у якім-небудзь месцы больш, то галоўку блока цыліндраў варта замяніць, бо здыманне большага пласта металу можа адмоўна адбіцца на кампрэсіі рухавіка.
Галоўка блока цыліндраў можа быць адшліфавана, пакуль яе мінімальная вышыня а (мал. 114) не менш за 132,60 мм.
Размеркавальны вал
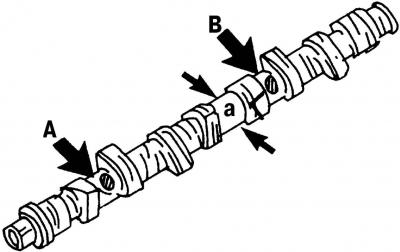
Мал. 120. Месца нанясення пазнак на размеркавальным вале. Літары і лікі выбіты на паказаных стрэлкамі месцах
Размеркавальны вал рухавіка ADY прамаркіраваны вызначанай выявай. У месцы, паказаным стрэлкай A (мал. 120) выбіта літара (B), у месцы B — лік (037). Бо размеркавальныя валы для іншых тыпаў рухавікоў маюць іншую маркіроўку, рэкамендуецца пры куплі новага размеркавальнага вала браць з сабой стары.
Дыяметр кулачка а (мал. 120) на рухавіках гэтага канструктыўнага шэрагу скарочаны да 34,0 мм.
Пры аглядзе размеркавальных валаў зважайце на паверхні апорных шыек (месцы размяшчэння падшыпнікаў), кулачкоў, якія павінны быць добра адпаліраваныя і не мець пашкоджанняў. Калі выявяцца сляды заедания або глыбокія рыскі, размеркавальны вал варта замяніць. Перад усталёўкай размеркавальных валаў правядзіце наступныя аперацыі:
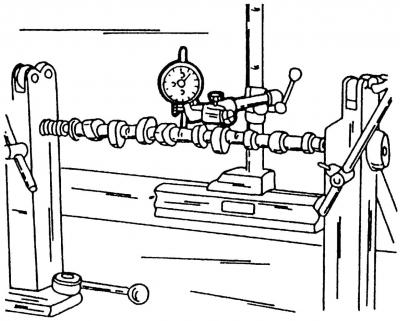
Мал. 47. Вымярэнне радыяльнага біцця размеркавальнага вала
- усталюеце размеркавальны вал крайнімі шыйкамі на дзве прызмы, ці зацісніце паміж заціскамі такарнага станка і ўсталюеце вымяральны прыбор (мал. 47) у месцы сярэдняга падшыпніка (шыйкі) размеркавальнага вала;
- павольна круціце размеркавальны вал і сачыце за паказаннямі вымяральнага прыбора. Калі па сведчаннях прыбора радыяльнае біццё перавысіць 0,01 мм, то размеркавальны вал павінен быць заменены, бо ён дэфармаваны;
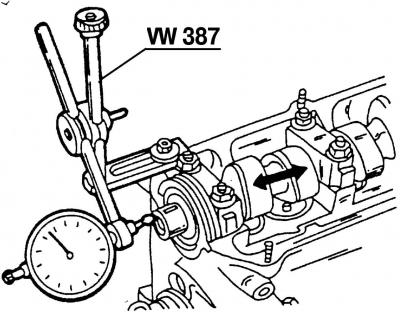
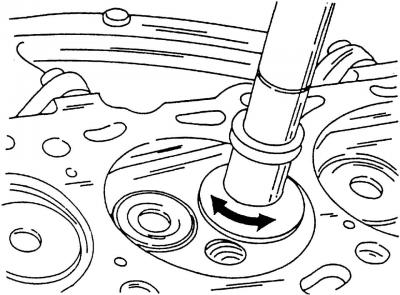
Мал. 121. Вымярэнне восевага зазору размеркавальнага вала
- для вымярэння восевага зазору размеркавальнага вала, укладзяце яго ў галоўку блока цыліндраў (без штурхачоў), замацуеце крайнімі падшыпнікамі і ўсталюеце галоўку блока цыліндраў на плоскай паверхні. Усталюеце вымяральны прыбор VW387 (мал. 121) з тарца галоўкі блока цыліндраў і пакачайце вал наперад-назад у падоўжным кірунку (на мал. 121 паказана стрэлкамі).
Восевы зазор не павінен перавышаць 0,15 мм. У адваротным выпадку зношаная працоўная паверхня вечка падшыпніка.
Каментары наведвальнікаў