
Ventilové pružiny a ventilové vedenia
Ventilové pružiny nesmú byť prasknuté a musia byť dostatočne pružné. Na úplnú kontrolu ventilových pružín by sa mal použiť špeciálny nástroj na testovanie pružín. Ak nie, potom nainštalujte pružiny v rade na hladký povrch tak, aby uzavreté vrúbkovanie bolo dole. Umiestnite oceľový uholník vedľa pružiny a zmerajte medzeru medzi hornou časťou pružiny a uhlom. Medzera by nemala byť väčšia ako 2,0 mm. V opačnom prípade je pružina skosená.
Vodidlá ventilov
Skontrolujte vedenie ventilu v nasledujúcom poradí:
- vyčistite puzdro vedenia ventilu od sadzí ťahaním handry namočenej v benzíne cez puzdro tam a späť;
- dôkladne očistite driek ventilu a zasuňte ventily do vodiacich puzdier;
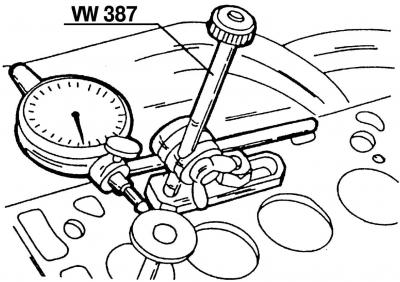
Ryža. 113. Kontrola hádzania drieku ventilu vo vnútri vodiaceho puzdra pomocou meracieho prístroja VW387
- skontrolujte hádzanie drieku ventilu vo vodiacej objímke pomocou meradla VW387 (ryža. 113) nasledujúcim spôsobom:
- nainštalujte merací prístroj VW387 s príslušnou konzolou na hornú časť hlavy valcov;
- vytiahnite ventil z otvoru čo najviac tak, aby koniec drieku ventilu bol nakoniec zastavený vodiacim puzdrom;
- kývajte kotúčom ventilu v hornej časti zo strany na stranu a skontrolujte stav glukomera. Ak je dosiahnutá hodnota väčšia ako 1,0 mm na sacích ventiloch alebo 1,3 mm na výfukových ventiloch, vodidlo ventilu je potrebné vymeniť.
Tiež by sa mal skontrolovať celkový stav hlavy valcov. Možno použiť po brúsení hlavy valcov. Ak má malé škrabance medzi sedlami ventilov alebo medzi sedlom ventilu a prvým závitom otvoru zapaľovacej sviečky, pokiaľ škrabance nie sú širšie ako 0,5 mm, potom je možné hlavu valca prebrúsiť a znova použiť.
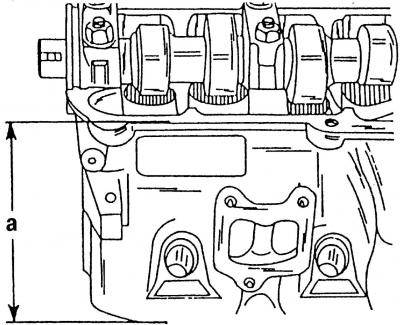
Ryža. 114. Meranie výšky hlavy valcov
Po prebrúsení hlavy valcov sa hodnota a (ryža. 114) musí byť aspoň 132,60 mm. Merania by sa mali vykonávať pomocou posuvného meradla alebo meracieho pravítka, pričom hlavu valca položte na rovný povrch.
Vytlačte vodiace puzdrá z hlavy valca v nasledujúcom poradí:
- skontrolujte nainštalované vodiace puzdrá. Ak vodiace puzdrá ešte neboli vymenené, vodiace puzdrá ventilov nie sú upevnené a možno ich vytlačiť z hlavy valcov na strane vačkového hriadeľa. Ak už boli vodiace puzdrá vymenené, puzdrá budú mať spoj, ktorý je viditeľný zo strany vačkového hriadeľa. V tomto prípade musí byť stará vodiaca objímka vytlačená zo strany spaľovacej komory;
Ryža. 115. Vytlačenie vodidla ventilu. Z tej istej strany sú zalisované nové puzdrá
- vodiaca objímka sa vytlačí z hlavy valca pomocou razidla. Na uľahčenie vytláčania môže byť hlava valcov vyhrievaná. Na razidlo je potrebné naskrutkovať kolík, ktorý svojou veľkosťou zapadá do vnútra vodidla ventilu. Vytlačenie pôvodného vodiaceho puzdra, ktoré ešte nebolo vymenené, je znázornené na (ryža. 115);
- Pri výmene vodidla ventilu sa spolu s ním zmení aj samotný ventil. Potom musíte brúsiť sedlá ventilov.
Zatlačte vodiace puzdrá do hlavy valca v nasledujúcom poradí:
- nové vodiace puzdrá pred montážou namažte motorovým olejom a zatlačte ich zo strany vačkového hriadeľa do studenej hlavy valcov tak, aby sa osadenie vodiaceho puzdra ventilu dostalo do hlavy valca. Lisovací tlak nesmie presiahnuť 1 tonu, inak môže dôjsť k odstrihnutiu goliera. Hlava valcov musí spočívať na dokonale rovnom povrchu;
- po zalisovaní treba vedenie ventilu opracovať špeciálnym výstružníkom 3120. Ak takýto výstružník nie je k dispozícii, potom možno použiť nastaviteľný výstružník 8,0 mm, ktorý je potrebné pravidelne premazávať rezným olejom tzv. malé zárezy v diere po ňom - stopy «drvenie».
Poznámka. Ak bolo vodiace puzdro vymenené, sedlo ventilu by sa malo prekryť tak, aby bolo sústredne zarovnané s novým vodiacim puzdrom.
Sedlá ventilov
Skontrolujte sedlá ventilov v nasledujúcom poradí:
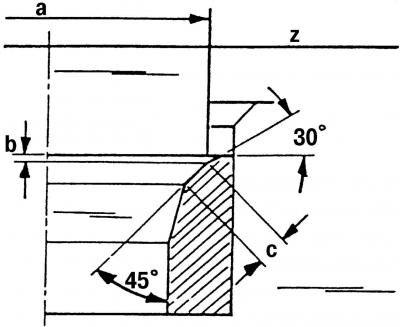
Ryža. 116. Sedlá ventilov: a - priemer sedla ventilu (pozri tabuľku nastavenia a kontroly); b - maximálne povolené množstvo spracovania; c - šírka sedla ventilu: pre sací ventil - 2,0 mm, pre výfukový ventil - 2,4 mm; z - spodný okraj hlavy valcov; 30°- horný korekčný uhol; 45°- uhol sklonu sedla ventilu
- Skontrolujte opotrebovanie a škrabance všetkých sediel ventilov. Na pracovných skoseniach sediel (kontaktná plocha ventilu) nesmie tam byť žiadna jamka, korózia alebo poškodenie. Drobné poškodenia je možné opraviť prebrúsením sedadiel 45°frézou. Zároveň odstráňte čo najmenej kovu. Brúsiť môžete ručne aj brúskou. Ak sú sedadlá silne opotrebované, mali by byť prefrézované. Tvar skosenia sediel ventilov je znázornený na (ryža. 116); Hodnoty uhla sú vhodné pre výfukové a sacie ventily. Hodnota priemeru a sedla ventilu by sa mala prevziať z tabuliek nastavení a kontroly. To je dôležité najmä pre sacie ventily, pretože pre niektoré motory nie sú rovnaké;
- Na určenie veľkosti povrchovej úpravy sedla ventilu vykonajte nasledujúce merania:
- vložte ventil do jeho vodiaceho puzdra a stlačte sedlo (plochá hlava) ventil;
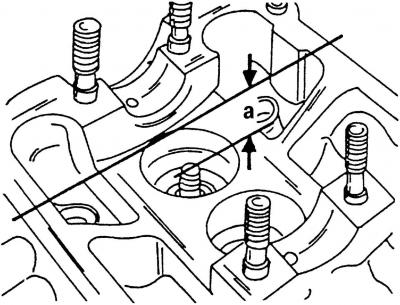
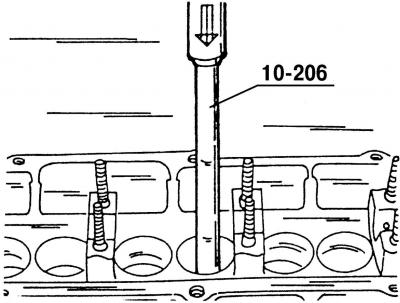
Ryža. 117. Meranie hĺbky pri dodatočnom spracovaní sediel ventilov. Rozmer a sa meria medzi šípkami
- interval merania a (ryža. 117) medzi hornou časťou drieku ventilu a hornou hranou hlavy valcov. Za týmto účelom umiestnite meracie pravítko na rovinu hlavy valca;
- Vypočítajte maximálnu a minimálnu prípustnú hodnotu nameranej hodnoty po frézovaní a. Na sacích ventiloch by to malo byť 33,8 mm, na výfuku - 34,1 mm;
- ak sa od nameranej hodnoty odpočíta minimálna vzdialenosť, potom sa získa prípustná hodnota b (ryža. 116). Je to potrebné, aby sa príliš nevŕtali sedlá ventilov v hlave valcov. Frézovanie sediel ventilov sa vykonáva, ak sú nainštalované nové vodiace puzdrá. Na to potrebujete:
- zľahka opracte hornú hranu sedla ventilu 45°frézou a potom 30°frézou, aby ste zmenšili šírku sedla ventilu na 2,0 mm pre vstupné a 2,4 mm pre výfukové ventily. Spracovanie by sa malo zastaviť hneď, ako rozmery sedla ventilu dosiahnu špecifikované hodnoty. Sedlá výfukových ventilov majú obmedzovače priemeru. Pri spracovaní dávajte pozor, aby ste tieto zarážky nepoškodili;
- aby sa ventilové sedlá v hlave valcov príliš nevŕtali, určite vypočítajte hodnotu b;
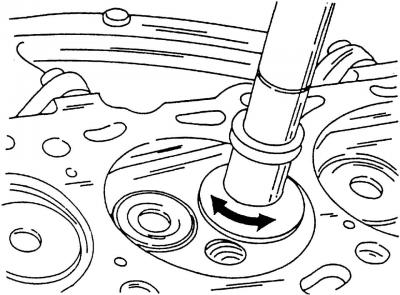
Ryža. 118. Trenie ventilu prísavkou. Prísavka by sa mala otáčať tam a späť v smere označenom šípkami
- brúsiť opracované sedlá ventilov. Za týmto účelom naneste malé množstvo lapovacej pasty na sedlo ventilu a nainštalujte ventil do príslušného sedla. Na ventil pripevnite prísavku a otáčajte s ňou ventilom dopredu a dozadu v smere šípok (ryža. 118). Aby ste sedlo ventilu dobre vybrúsili, musíte pravidelne odstraňovať prísavku, otočiť ventily o štvrtinu otáčky a potom pokračovať v brúsení;
- po lapovaní dôkladne očistite všetky časti od nečistôt a lapovacej pasty;
- skontrolujte sedlo ventilu na mieste hlavy ventilu a O-krúžku. Na oboch častiach by mal byť viditeľný súvislý matný prstenec;
- nakreslite niekoľko čiar ceruzkou na krúžok na hlave ventilu. Okolo krúžku by mali byť nakreslené čiarky v intervaloch približne 1 mm. Potom opatrne vložte ventil do vodiaceho puzdra, spustite ho na sedlo a otočte ho o 90°, pričom na ventil pôsobíte miernou silou;
- vyberte ventil a skontrolujte, či zmizli čiary ceruzky z O-krúžku;
- ak šírka sedla ventilu zodpovedá špecifikovaným rozmerom, potom je možné namontovať hlavu valca. V opačnom prípade je potrebné prepracovať sedlá ventilov alebo prinajmenšom namontovať novú hlavu valcov.
Ventily
Všetko, čo sa píše o ventiloch motora VR6 (pozri bod 2.3.3), platí aj pre 2,0-litrový motor. Rozmery ventilov sú uvedené v tabuľke nastavení a ovládania.
Hlava motora
Dôkladne umyte hlavu valcov a vyčistite olejové kanáliky. Odstráňte karbónové usadeniny zo spaľovacích komôr a z povrchu výfukových kanálov pomocou drôtenej kefy. Dôkladne očistite styčné plochy hlavy valcov a bloku valcov. Skontrolujte hlavu valcov. Ložiská pod čapmi vačkového hriadeľa a v otvoroch pre zdviháky ventilov nesmú byť poškriabané alebo poškodené. Trhliny na akýchkoľvek miestach hlavy valcov nie sú povolené.
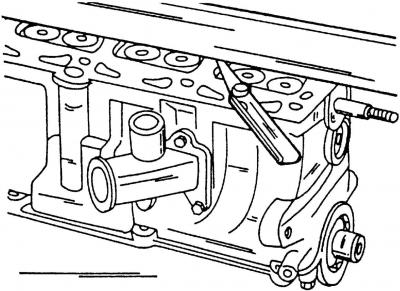
Ryža. 119. Kontrola deformácie hlavy valcov pomocou meracieho pravítka a spáromeru
Skontrolujte deformáciu povrchu hlavy valcov (ryža. 119).
Za týmto účelom umiestnite meracie pravítko na hlavu valca a pomocou spáromeru skontrolujte vôľu pozdĺž, naprieč a diagonálne. Ak nepresiahne 0,10 mm, potom môže byť hlava valca brúsená. Ak je medzera na akomkoľvek mieste väčšia, potom by sa mala hlava valca vymeniť, pretože odstránenie väčšej vrstvy kovu môže nepriaznivo ovplyvniť kompresiu motora.
Hlava valcov môže byť brúsená, pokiaľ je jej minimálna výška a (ryža. 114) nie menej ako 132,60 mm.
Vačkový hriadeľ
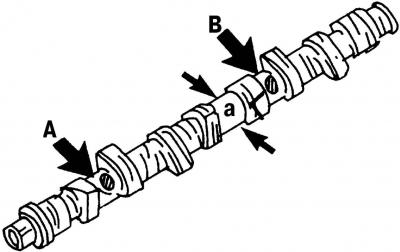
Ryža. 120. Miesta na označenie na vačkovom hriadeli. Písmená a čísla sú vyrazené na miestach označených šípkami
Vačkový hriadeľ motora ADY je označený určitým spôsobom. V mieste označenom šípkou A (ryža. 120) reliéfne písmeno (B), na mieste B je číslo (037). Keďže vačkové hriadele pre iné typy motorov majú iné označenie, odporúča sa, aby ste si pri kúpe nového vačkového hriadeľa zobrali so sebou ten starý.
Priemer vačky a (ryža. 120) na motoroch tohto konštrukčného Séria znížená na 34,0 mm.
Pri kontrole vačkových hriadeľov dávajte pozor na povrchy ložiskových čapov (ložiskové miesta), vačky, ktoré musia byť dobre vyleštené a nepoškodené. Ak sa zistia známky zadretia alebo hlboké stopy, vačkový hriadeľ sa musí vymeniť. Pred inštaláciou vačkových hriadeľov vykonajte nasledujúce operácie:
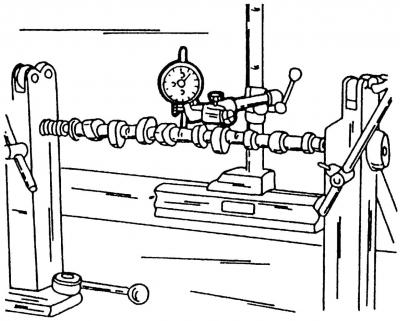
Ryža. 47. Meranie radiálneho hádzania vačkového hriadeľa
- namontujte vačkový hriadeľ s vonkajšími čapmi na dva hranoly, alebo upnite medzi svorky sústruhu a nainštalujte meracie zariadenie (ryža. 47) na mieste stredného ložiska (krky) vačkový hriadeľ;
- pomaly otáčajte vačkovým hriadeľom a postupujte podľa údajov meracieho zariadenia. Ak podľa údajov zariadenia radiálne hádzanie presiahne 0,01 mm, musí sa vačkový hriadeľ vymeniť, pretože je deformovaný;
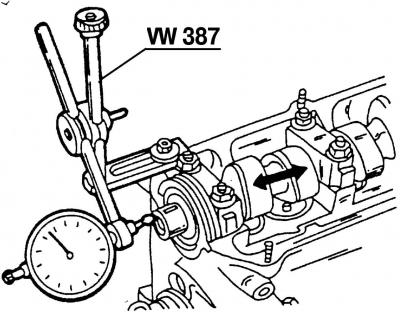
Ryža. 121. Meranie axiálnej vôle vačkového hriadeľa
- na meranie koncovej vôle vačkového hriadeľa ho vložte do hlavy valcov (bez posúvačov), zaistite vonkajšími ložiskami a položte hlavu valcov na rovný povrch. Nainštalujte meradlo VW387 (ryža. 121) od konca hlavy valca a kývajte hriadeľom tam a späť v pozdĺžnom smere (na obr. 121 znázornené šípkami).
Axiálna vôľa nesmie presiahnuť 0,15 mm. V opačnom prípade je pracovná plocha krytu ložiska opotrebovaná.
Komentáre návštevníkov