
Вентилни пружини и водачи на клапани
Пружините на клапаните не трябва да са напукани и трябва да са достатъчно еластични. За пълна проверка на пружините на клапаните трябва да се използва специален инструмент за тестване на пружини. Ако не, тогава монтирайте пружините в един ред върху гладка повърхност, така че затвореното набраздяване да е отдолу. Поставете стоманен ъгъл до пружината и измерете разстоянието между върха на пружината и ъгъла. Разстоянието не трябва да надвишава 2,0 мм. В противен случай пружината е изкривена.
Водач на клапани
Проверете водача на клапана в следния ред:
- отстранете въглеродните отлагания от водача на клапана, като плъзнете парцал, напоен с бензин през водача на клапана напред-назад;
- внимателно почистете стеблото на клапана и поставете клапаните в ред във водещите втулки;
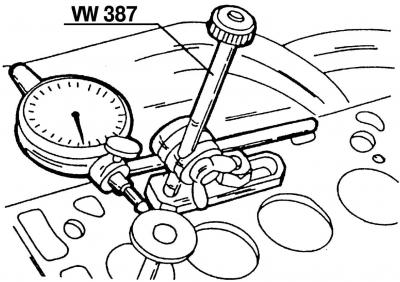
Фиг. 113. Проверка на биенето на стеблото на клапана вътре в направляващата втулка с помощта на измервателно устройство VW387
- проверете биенето на стеблото на клапана вътре във водещата втулка, като използвате манометър VW387 (фиг. 113), както следва:
- монтирайте манометър VW387 с подходяща скоба отгоре на главата на цилиндъра;
- издърпайте клапана от отвора колкото е възможно повече, така че краят на стеблото на клапана да бъде спрян от водещата втулка;
- разклатете диска на клапана в горната част от една страна на друга и проверете показанията на измервателния уред. Ако получената стойност е по-голяма от 1,0 mm на всмукателните клапани или 1,3 mm на изпускателните клапани, водачът на клапана трябва да се смени.
Трябва да се провери и общото състояние на главата на цилиндъра. Може да се използва след шлайфане на главата на цилиндъра. Ако има малки драскотини между гнездата на клапаните или между гнездата на клапана и първата резба на отвора на свещта, стига драскотините да не са по-широки от 0,5 mm, тогава главата на цилиндъра може да се шлайфа и използва повторно.
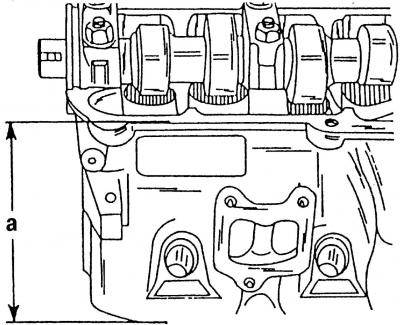
Фиг. 114. Измерване на височината на главата на цилиндъра
След повторно шлайфане на главата на цилиндъра, стойността на a (фиг. 114) трябва да бъде най-малко 132,60 mm. Измерванията трябва да се извършват или с дебеломер, или с измервателна линийка, като главата на цилиндъра се постави върху равна повърхност.
Натиснете водещите втулки от главата на цилиндъра в следния ред:
- проверете инсталираните водещи втулки. Ако водещите втулки все още не са сменени, водещите втулки на клапана не са закрепени и могат да бъдат изтласкани от главата на цилиндъра от страната на разпределителния вал. Ако водещите втулки вече са сменени, втулките ще имат връзка, която може да се види от страната на разпределителния вал. В този случай старата водеща втулка трябва да се изтласка от страната на горивната камера;
Фиг. 115. Натискане на водача на клапана. Новите втулки се пресоват от същата страна
- Водещата втулка се изтласква от главата на цилиндъра с помощта на перфоратор. За да се улесни изтискането, главата на цилиндъра може да се нагрее. На перфоратора трябва да завиете щифта, който пасва по размер на вътрешността на водача на клапана. Екструзията на оригиналната водеща втулка, която все още не е сменена, е показана на (фиг. 115);
- Когато смените водач на клапан, самият клапан се променя заедно с него. След това трябва да смилате седалките на клапаните.
Натиснете водещите втулки в главата на цилиндъра в следния ред:
- Смажете новите водещи втулки с двигателно масло преди монтажа и ги натиснете от страната на разпределителния вал в студената глава на цилиндъра, така че рамото на водещата втулка на клапана да влезе в главата на цилиндъра. Налягането при пресоване не трябва да надвишава 1 тон, в противен случай яката може да се отреже. Главата на цилиндъра трябва да лежи върху идеално равна повърхност;
- след пресоване водачът на клапана трябва да бъде обработен със специален райбер 3120. Ако такъв райбер не е наличен, тогава може да се използва регулируем райбер от 8,0 mm, който трябва редовно да се смазва с така нареченото режещо масло, за да се избегне малки нарези в отвора след него - следи от "смачкване".
Ако водещата втулка е била сменена, леглото на клапана трябва да се припокри, така че да е концентрично подравнено с новата водеща втулка.
Седла на клапани
Проверете леглата на клапаните в следния ред:
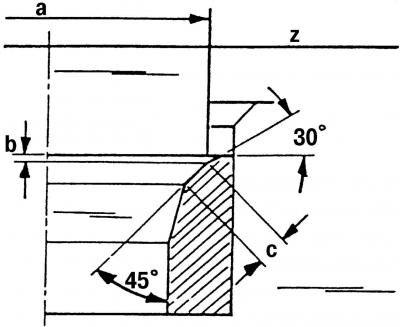
Фиг. 116. Седла на клапана: a - диаметър на седлото на клапана (вижте таблицата за регулиране и управление); b - максимално допустимото количество обработка; c - широчина на леглото на клапана: за всмукателен клапан - 2,0 мм, за изпускателен клапан - 2,4 мм; z - долен ръб на главата на цилиндъра; 30° - горен корекционен ъгъл; 45° - ъгъл на скосяване на седалката на клапана
- Проверете всички легла на клапани за износване и драскотини. Повърхностите на седлото (контактната зона на клапана) не трябва да съдържат вдлъбнатини, корозия и повреди. Малките повреди могат да бъдат поправени чрез шлифоване на седалките с 45° фреза. В същото време отстранете възможно най-малко метал. Можете да мелите както ръчно, така и с мелница. Ако седалките са силно износени, трябва да се фрезоват. Формата на фаските на леглата на клапаните е показана на (фиг. 116); Ъгловите стойности са подходящи за изпускателни и всмукателни клапани. Стойността на диаметъра a на седлото на клапана трябва да се вземе от таблиците за регулиране и управление. Това е особено важно за всмукателните клапани, тъй като те не са еднакви за някои двигатели;
- За да определите размера на покритието на леглото на клапана, направете следните измервания:
- поставете вентила в неговата направляваща втулка и натиснете върху седлото (плоската глава) на клапана;
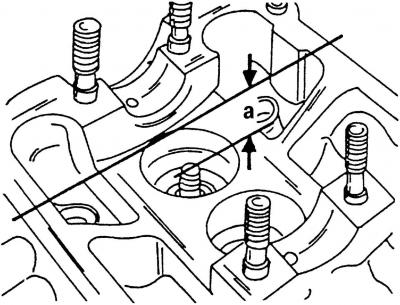
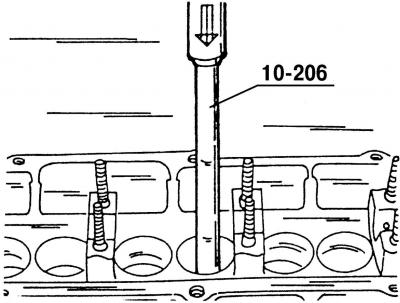
Фиг. 117. Измерване на дълбочина при допълнителна обработка на легла на клапани. Размер a се измерва между стрелките
- измерете интервала a (фиг. 117) между горната част на стеблото на клапана и горния ръб на главата на цилиндъра. За да направите това, поставете измервателна линийка върху равнината на главата на цилиндъра;
- Изчислете максималната и минималната допустима стойност след смилане на измерената стойност a. На всмукателните клапани трябва да бъде 33,8 мм, на изпускателните - 34,1 мм;
- ако минималното разстояние се извади от измерената стойност, тогава ще се получи допустимата стойност b (фиг. 116). Това е необходимо, за да не се пробиват прекалено много леглата на клапаните в главата на цилиндъра. Фрезоването на леглата на клапаните се извършва, ако са монтирани нови водещи втулки. За целта са ви необходими:
- леко изстържете на 45° и след това изчистете на 30° горния ръб на леглото на клапана, за да намалите ширината на леглото на клапана до 2,0 mm за входящи и 2,4 mm за изпускателни клапани. Обработката трябва да бъде спряна веднага щом размерите на леглото на клапана достигнат зададените стойности. Седлата на изпускателните клапани имат ограничители на диаметъра. Когато обработвате, внимавайте да не повредите тези ограничители;
- за да не пробивате прекалено много леглата на клапаните в главата на цилиндъра, не забравяйте да изчислите стойността на b;
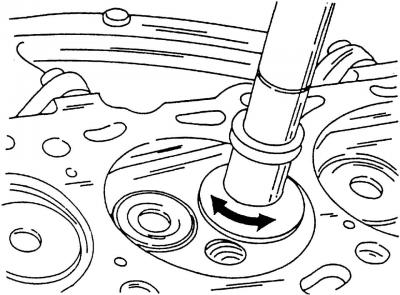
Фиг. 118. Триене на клапата с вендуза. Вендузата трябва да се върти напред-назад в посоката, посочена от стрелките
- шлайфайте обработените легла на клапаните. За да направите това, нанесете малко количество паста за прилепване върху леглото на клапана и монтирайте клапана в подходящото място. Прикрепете вендуза към вентила и го използвайте, за да завъртите клапана напред и назад в посоката, показана със стрелките (фиг. 118). За да шлайфате добре седалката на клапана, трябва периодично да отстранявате вендузата, да завъртате клапаните на четвърт оборот и след това да продължите да шлайфате;
- след прилепване внимателно почистете всички части от мръсотия и прилепваща паста;
- Проверете леглото на клапана на мястото на главата на клапана и О-пръстена. И на двете части трябва да се вижда непрекъснат матиран пръстен;
- Начертайте няколко линии с молив върху пръстена на главата на клапана. Около пръстена трябва да се начертаят тирета на интервали от приблизително 1 мм. След това внимателно поставете клапана в направляващата втулка, спуснете го върху седалката и го завъртете на 90 °, като прилагате лека сила върху клапана;
- отстранете клапана и проверете дали линиите с молив от о-пръстена са изчезнали;
- Ако ширината на леглото на клапана съответства на посочените размери, тогава главата на цилиндъра може да бъде монтирана. В противен случай трябва да се преработят леглата на клапаните или най-малкото да се монтира нова глава на цилиндъра.
Вентили
Всичко, което е написано за клапаните на двигателя VR6 (виж параграф 2.3.3) е вярно и за 2,0-литровия двигател. Размерите на вентилите са посочени в таблицата за регулиране и управление.
Цилиндрова глава
Измийте старателно главата на цилиндъра и почистете маслените канали. Отстранете въглеродните отлагания от горивните камери и от повърхността на изпускателните канали с телена четка. Почистете добре контактните повърхности на главата на цилиндъра и блока на цилиндъра. Огледайте главата на цилиндъра. Лагерите под шийките на разпределителния вал и в отворите за повдигачите на клапаните не трябва да бъдат надраскани или повредени. Не се допускат пукнатини във всички места на главата на цилиндъра.
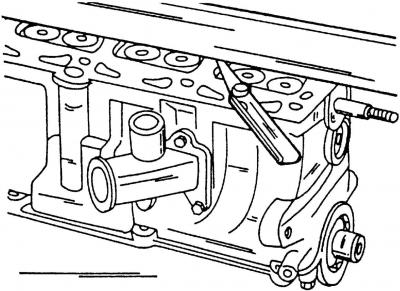
Фиг. 119. Проверка на главата на цилиндъра за деформация с помощта на измервателна линийка и сонда
Проверете повърхността на главата на цилиндровия блок за деформация (фиг. 119).
За да направите това, поставете измервателна линийка върху главата на цилиндъра и използвайте щуп, за да проверите хлабината по дължина, напречно и по диагонал. Ако не надвишава 0,10 mm, тогава главата на цилиндъра може да бъде шлайфана. Ако празнината е по-голяма на някое място, тогава главата на цилиндъра трябва да се смени, тъй като премахването на по-голям слой метал може да повлияе неблагоприятно на компресията на двигателя.
Главата на цилиндъра може да се шлайфа, стига минималната й височина a (фиг. 114) да е не по-малка от 132,60 mm.
Разпределителен вал
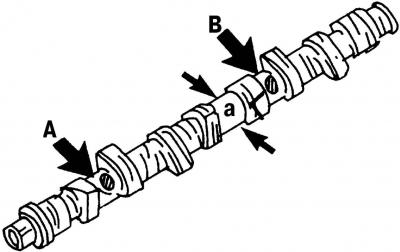
Фиг. 120. Места за маркиране на разпределителния вал. Буквите и цифрите са релефни на местата, посочени със стрелките
Разпределителният вал на двигателя ADY е маркиран по определен начин. На мястото, посочено със стрелка A (фиг. 120) е гравирана буквата (B), на място B - числото (037). Тъй като разпределителните валове за други видове двигатели имат различни маркировки, препоръчително е да вземете стария със себе си, когато купувате нов разпределителен вал.
Диаметърът на гърбицата a (фиг. 120) на двигатели от тази конструктивна гама е намален до 34,0 mm.
Когато проверявате разпределителните валове, обърнете внимание на повърхностите на лагерните шийки (местата на лагерите), гърбиците, които трябва да са добре полирани и да не са повредени. Ако се открият признаци на задръстване или дълбоки следи, разпределителният вал трябва да се смени. Преди да монтирате разпределителните валове, извършете следните операции:
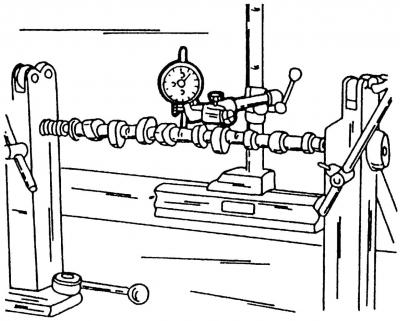
Фиг. 47. Измерване на радиалното биене на разпределителния вал
- монтирайте разпределителния вал с външните шийки върху две призми или затегнете между скобите на струга и монтирайте измервателното устройство (фиг. 47) на мястото на средния лагер (шийка) на разпределителния вал;
- Завъртете бавно разпределителния вал и наблюдавайте показанията на манометъра. Ако според показанията на устройството радиалното биене надвишава 0,01 mm, тогава разпределителният вал трябва да бъде сменен, тъй като е деформиран;
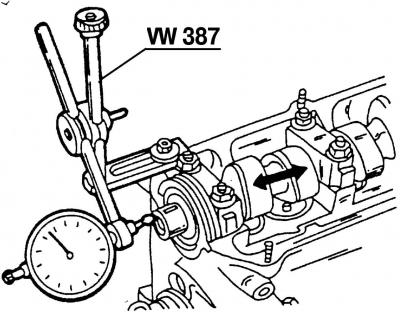
Фиг. 121. Измерване на аксиалната хлабина на разпределителния вал
- за да измерите крайната хлабина на разпределителния вал, поставете го в главата на цилиндъра (без накрайници), закрепете с външни лагери и поставете главата на цилиндъра върху равна повърхност. Монтирайте измервателното устройство VW387 (Фиг. 121) от края на главата на цилиндъра и разклатете вала напред-назад в надлъжна посока (показано със стрелки на Фиг. 121).
Аксиалната хлабина не трябва да надвишава 0,15 mm. В противен случай работната повърхност на лагерния капак се износва.
Коментари на посетители