
Arcurile supapelor și ghidajele supapelor
Arcurile supapelor nu trebuie să fie fisurate și trebuie să fie suficient de rezistente. Pentru a inspecta complet arcurile supapei, trebuie folosit un instrument special de testare a arcurilor. Dacă nu, atunci instalați arcurile la rând pe o suprafață netedă, astfel încât moletul închis să fie în partea de jos. Așezați un unghi de oțel lângă arc și măsurați distanța dintre partea superioară a arcului și unghi. Distanța nu trebuie să fie mai mare de 2,0 mm. În caz contrar, arcul este înclinat.
Ghidajele supapelor
Verificați ghidajul supapei în următoarea ordine:
- curățați bucșa de ghidare a supapei de funingine trăgând o cârpă înmuiată în benzină prin bucșă înainte și înapoi;
- curățați bine tija supapei și, în ordine, introduceți supapele în bucșele de ghidare;
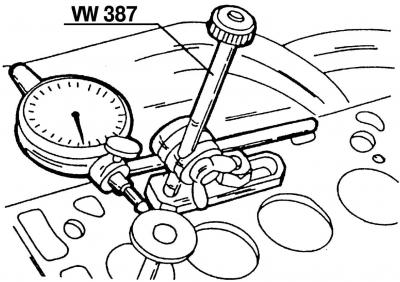
Orez. 113. Verificarea deformarii tijei supapei în interiorul manșonului de ghidare cu ajutorul unui dispozitiv de măsurare VW387
- verificați deformarea tijei supapei în interiorul manșonului de ghidare folosind manometrul VW387 (orez. 113) in felul urmator:
- instalați dispozitivul de măsurare VW387 cu suportul corespunzător pe partea superioară a chiulasei;
- trageți supapa din orificiu cât mai mult posibil, astfel încât capătul tijei supapei să fie în final oprit de manșonul de ghidare;
- balansați discul supapei în partea de sus dintr-o parte în alta și verificați citirea contorului. Daca valoarea obtinuta este mai mare de 1,0 mm la supapele de admisie sau 1,3 mm la supapele de evacuare, ghidajul supapei trebuie inlocuit.
De asemenea, trebuie verificată starea generală a chiulasei. Poate fi folosit după șlefuirea chiulasei. Dacă are mici zgârieturi între scaunele supapei sau între scaunul supapei și primul filet al orificiului bujiei, atâta timp cât zgârieturile nu sunt mai largi de 0,5 mm, atunci chiulasa poate fi reșlefuită și refolosită.
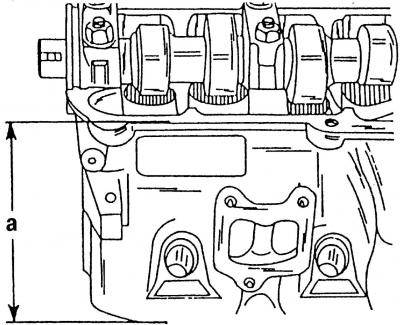
Orez. 114. Măsurarea înălțimii chiulasei
După reașarea chiulasei, valoarea lui a (orez. 114) trebuie să fie de cel puțin 132,60 mm. Măsurătorile trebuie efectuate fie cu un șubler, fie cu o riglă de măsurare, așezând chiulasa pe o suprafață plană.
Apăsați bucșele de ghidare din chiulasă în următoarea ordine:
- inspectați bucșele de ghidare instalate. Dacă bucșele de ghidare nu au fost încă înlocuite, bucșele de ghidare ale supapei nu sunt fixate și pot fi presate în afara chiulasei pe partea arborelui cu came. Dacă bucșele de ghidare au fost deja înlocuite, bucșele vor avea o legătură care poate fi văzută din partea arborelui cu came. În acest caz, vechiul manșon de ghidare trebuie să fie presat din partea laterală a camerei de ardere;
Orez. 115. Apăsarea ghidajului supapei. Bucșe noi sunt presate din aceeași parte
- manșonul de ghidare este presat în afara chiulasei cu ajutorul unui poanson. Pentru a facilita presarea, chiulasa poate fi încălzită. Pe poanson trebuie să înșurubați știftul, care se potrivește ca dimensiune în interiorul ghidajului supapei. Apăsarea bucșei de ghidare originală, care nu a fost încă înlocuită, este prezentată în (orez. 115);
- Când un ghidaj de supapă este înlocuit, supapa în sine se schimbă odată cu ea. Apoi trebuie să șlefuiți scaunele supapelor.
Apăsați bucșele de ghidare în chiulasă în următoarea ordine:
- lubrifiați bucșele de ghidare noi cu ulei de motor înainte de instalare și apăsați-le din partea laterală a arborelui cu came în chiulasa rece, astfel încât umărul bucșei de ghidare a supapei să intre în chiulasă. Presiunea de presare nu trebuie să depășească 1 tonă, altfel gulerul poate fi tăiat. Chiulasă trebuie să se sprijine pe o suprafață perfect plană;
- după presare, ghidajul supapei trebuie prelucrat cu un alez special 3120. Dacă un astfel de alez nu este disponibil, atunci poate fi folosit un alez reglabil de 8,0 mm, care trebuie lubrifiat în mod regulat cu un așa-numit ulei de tăiere pentru a evita mici crestături în gaura după ea - urme «strivire».
Notă. Dacă bucșa de ghidare a fost înlocuită, scaunul supapei ar trebui să fie împletit astfel încât să fie aliniat concentric cu noua bucșă de ghidare.
Scaune supapelor
Verificați scaunele supapelor în următoarea ordine:
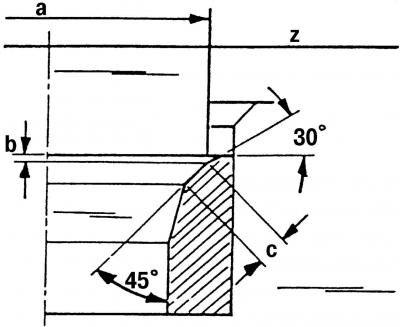
Orez. 116. Scaune supape: a - diametrul scaunului supapei (vezi tabelul de reglare si control); b - cantitatea maximă admisă de prelucrare; c - latime scaun supapa: pentru supapa de admisie - 2,0 mm, pentru supapa de evacuare - 2,4 mm; z - marginea inferioară a chiulasei; 30°- unghi de corecție superior; 45°- unghi de teșire a scaunului supapei
- Verificați toate scaunele supapelor pentru uzură și zgârieturi. Pe teşiturile de lucru ale şeilor (zona de contact a supapei) nu ar trebui să existe sâmburi, coroziune sau deteriorare. Deteriorările minore pot fi reparate prin șlefuirea scaunelor cu o freză de 45°. În același timp, îndepărtați cât mai puțin metal posibil. Puteți măcina atât manual, cât și cu o râșniță. Dacă scaunele sunt uzate rău, ele ar trebui să fie frezate. Forma teșiturilor scaunelor supapelor este prezentată în (orez. 116); Valorile unghiului sunt potrivite pentru supapele de evacuare și admisie. Valoarea diametrului a scaunului supapei trebuie luată din tabelele de reglaje și control. Acest lucru este deosebit de important pentru supapele de admisie, deoarece nu sunt aceleași pentru unele motoare;
- Pentru a determina dimensiunea finisajului scaunului supapei, luați următoarele măsurători:
- introduceți supapa în manșonul său de ghidare și apăsați scaunul (cap plat) supapă;
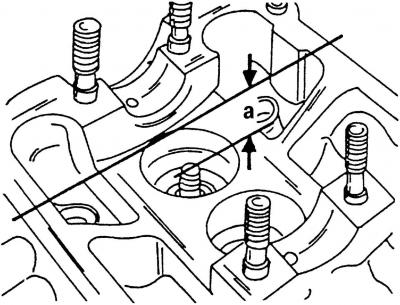
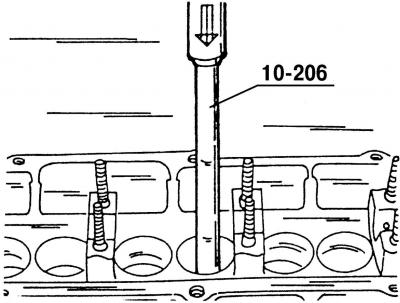
Orez. 117. Măsurarea adâncimii în timpul prelucrării suplimentare a scaunelor supapelor. Dimensiunea a este măsurată între săgeți
- intervalul de măsurare a (orez. 117) între partea superioară a tijei supapei și marginea superioară a chiulasei. Pentru a face acest lucru, plasați o riglă de măsurare pe planul chiulasei;
- Calculați valoarea maximă și minimă admisă a valorii măsurate după frezare a. Pe supapele de admisie, ar trebui să fie 33,8 mm, pe evacuare - 34,1 mm;
- daca distanta minima se scade din valoarea masurata, atunci se va obtine valoarea admisa b (orez. 116). Acest lucru este necesar pentru a nu găuri prea mult scaunele supapelor din chiulasă. Frezarea scaunelor supapelor se efectuează dacă au fost instalate bucșe de ghidare noi. Pentru asta ai nevoie de:
- prelucrați ușor marginea superioară a scaunului supapei cu un tăietor de 45°și apoi un tăietor de 30°pentru a reduce lățimea scaunului supapei la 2,0 mm pentru admisie și 2,4 mm pentru supapele de evacuare. Procesarea trebuie oprită imediat ce dimensiunile scaunului supapei au atins valorile specificate. Scaunele supapelor de evacuare au limitatoare de diametru. La procesare, aveți grijă să nu deteriorați aceste opritoare;
- pentru a nu găuri prea mult scaunele supapelor din chiulasă, asigurați-vă că calculați valoarea b;
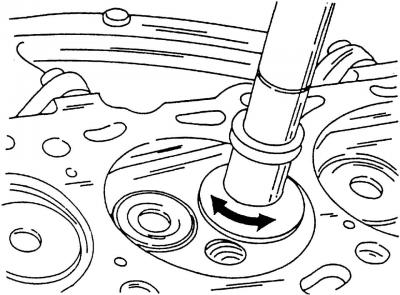
Orez. 118. Frecarea supapei cu o ventuză. Ventuza trebuie rotită înainte și înapoi în direcția indicată de săgeți
- șlefuiți scaunele supapelor prelucrate. Pentru a face acest lucru, aplicați o cantitate mică de pastă de lepătură pe scaunul supapei și instalați supapa în locul corespunzător. Atașați o ventuză la supapă și rotiți supapa cu ea înainte și înapoi în direcția indicată de săgeți (orez. 118). Pentru a măcina bine scaunul supapei, trebuie să îndepărtați periodic ventuza, să rotiți supapele un sfert de tură și apoi să continuați șlefuirea;
- după șlefuire, curățați cu grijă toate piesele de murdărie și pasta de leuit;
- verificați scaunul supapei în locul capului supapei și al inelului O. Un inel continuu, matuit ar trebui să fie vizibil pe ambele părți;
- trageți câteva linii cu un creion pe inelul de pe capul supapei. În jurul inelului trebuie desenate liniuțe la intervale de aproximativ 1 mm. După aceea, introduceți cu atenție supapa în manșonul de ghidare, coborâți-o pe scaun și întoarceți-o cu 90°, aplicând o ușoară forță pe supapă;
- scoateți supapa și verificați dacă liniile de creion din inelul O au dispărut;
- dacă lățimea scaunului supapei se potrivește cu dimensiunile specificate, atunci poate fi instalată chiulasa. În caz contrar, scaunele supapelor trebuie reluate sau, cel puțin, trebuie montată o nouă chiulasă.
Supape
Tot ce este scris despre supapele motorului VR6 (vezi punctul 2.3.3), este valabil și pentru motorul de 2,0 litri. Dimensiunile supapelor sunt indicate în tabelul de reglaje și control.
Cap cilindru
Spălați bine chiulasa și curățați canalele de ulei. Îndepărtați depunerile de carbon de pe camerele de ardere și de pe suprafața canalelor de evacuare cu o perie de sârmă. Curățați bine suprafețele de contact ale chiulasei și blocului cilindrilor. Inspectați chiulasa. Rulmenții de sub fusele arborelui cu came și din orificiile pentru ridicătorii de supape nu trebuie să fie zgâriați sau deteriorați. Nu sunt permise fisuri în orice loc al chiulasei.
Orez. 119. Verificarea chiulasei pentru deformare folosind o riglă de măsurare și un calibre
Verificați suprafața chiulasei pentru deformare (orez. 119).
Pentru a face acest lucru, așezați o riglă de măsurare pe chiulasa și utilizați un ecartament pentru a verifica jocul de-a lungul, transversal și în diagonală. Dacă nu depășește 0,10 mm, atunci chiulasa poate fi șlefuită. Dacă spațiul este mai mare în orice loc, atunci chiulasa trebuie înlocuită, deoarece îndepărtarea unui strat mai mare de metal poate afecta negativ compresia motorului.
Chiulasă poate fi șlefuită atâta timp cât înălțimea sa minimă este a (orez. 114) nu mai puțin de 132,60 mm.
Arbore cu came
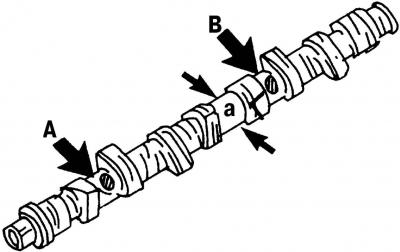
Orez. 120. Locuri de marcare pe arborele cu came. Literele și cifrele sunt în relief pe locurile indicate de săgeți
Arborele cu came al motorului ADY este marcat într-un anumit fel. În locația indicată de săgeata A (orez. 120) scrisoare în relief (B), în locul B este numărul (037). Deoarece arborii cu came pentru alte tipuri de motoare au marcaje diferite, este recomandat să-l luați pe cel vechi cu dvs. atunci când cumpărați un arbore cu came nou.
Diametrul camei a (orez. 120) la motoarele din această gamă de design, redusă la 34,0 mm.
La inspectarea arborilor cu came, acordați atenție suprafețelor fuselor de rulmenți (locațiile rulmenților), came, care trebuie să fie bine lustruite și să nu fie deteriorate. Dacă se găsesc semne de gripare sau urme adânci, arborele cu came trebuie înlocuit. Înainte de a instala arborii cu came, efectuați următoarele operații:
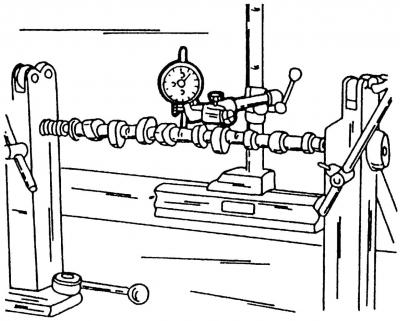
Orez. 47. Măsurarea denivelării radiale a arborelui cu came
- instalați arborele cu came cu coloanele exterioare pe două prisme sau prindeți între clemele strungului și instalați dispozitivul de măsurare (orez. 47) în locul rulmentului mijlociu (gâturile) arbore cu came;
- rotiți încet arborele cu came și urmați citirile dispozitivului de măsurare. Dacă, conform citirilor dispozitivului, curba radială depășește 0,01 mm, atunci arborele cu came trebuie înlocuit, deoarece este deformat;
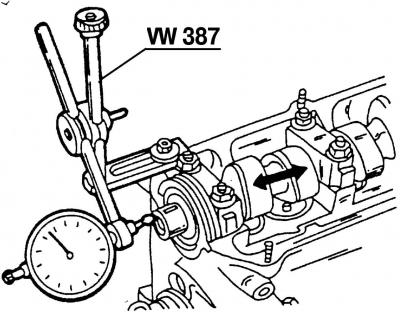
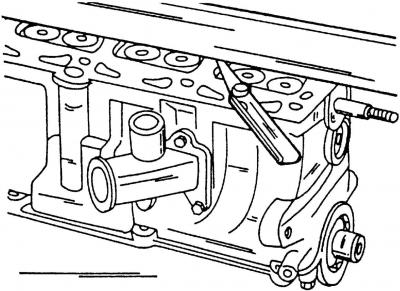
Orez. 121. Măsurarea jocului axial al arborelui cu came
- pentru a măsura jocul final al arborelui cu came, introduceți-l în chiulasă (fără împingătoare), fixați cu rulmenții exteriori și așezați chiulasa pe o suprafață plană. Instalați ecartamentul VW387 (orez. 121) de la capătul chiulasei și balansați arborele înainte și înapoi pe direcția longitudinală (în fig. 121 indicat prin săgeți).
Jocul axial nu trebuie să depășească 0,15 mm. În caz contrar, suprafața de lucru a capacului rulmentului este uzată.
Comentariile vizitatorilor