
Опруге вентила и вођице вентила
Опруге вентила не смеју бити напукнуте и морају бити довољно еластичне. Да бисте у потпуности прегледали опруге вентила, треба користити посебан алат за испитивање опруга. Ако није, онда поставите опруге у низу на глатку површину тако да затворена нарезка буде на дну. Поставите челични угао поред опруге и измерите размак између врха опруге и угла. Размак не би требало да буде већи од 2,0 мм. У супротном, опруга је искривљена.
Водилице вентила
Проверите вођицу вентила следећим редоследом:
- очистите чахуру водилице вентила од чађи тако што ћете провући крпу натопљену бензином кроз чахуру напред-назад;
- темељно очистите вретено вентила и убаците вентиле у водеће чауре;
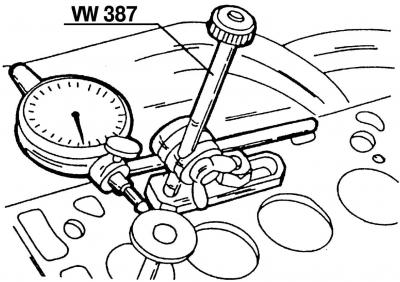
Сл. 113. Провера откуцаја вретена вентила унутар чауре за навођење помоћу мерног уређаја ВВ387
- проверите отпуштање вретена вентила унутар водеће чауре помоћу ВВ387 мерача (пиринач. 113) на следећи начин:
- уградити мерни уређај ВВ387 са одговарајућим држачем на горњи део главе цилиндра;
- извуците вентил из отвора што је више могуће тако да крај стабла вентила коначно буде заустављен водећом чахуром;
- љуљајте диск вентила на врху са једне на другу страну и проверите очитавање мерача. Ако је добијена вредност већа од 1,0 мм на усисним вентилима или 1,3 мм на издувним вентилима, вођица вентила се мора заменити.
Такође треба проверити опште стање главе цилиндра. Може се користити након брушења главе цилиндра. Ако има мале огреботине између седишта вентила или између седишта вентила и првог навоја отвора за свећицу, све док огреботине нису шире од 0,5 мм, онда се глава цилиндра може поново брусити и поново користити.
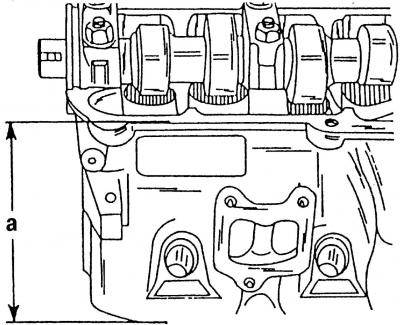
Сл. 114. Мерење висине главе цилиндра
Након поновног млевења главе цилиндра, вредност а (пиринач. 114) мора бити најмање 132,60 мм. Мерења треба вршити или калипером или мерним лењиром, постављајући главу цилиндра на равну површину.
Истисните водеће чауре из главе цилиндра следећим редоследом:
- прегледати постављене вођице. Ако водеће чауре још увек нису замењене, чауре за вођење вентила нису причвршћене и могу се истиснути из главе цилиндра на страни брегастог вратила. Ако су водеће чауре већ замењене, чауре ће имати спој који се може видети са стране брегастог вратила. У овом случају, стара водећа чаура мора бити истиснута са стране коморе за сагоревање;
Сл. 115. Истискивање вођице вентила. Нове чауре су утиснуте са исте стране
- водећа чаура се избија из главе цилиндра помоћу бушилице. Да би се олакшало истискивање, глава цилиндра се може загрејати. На бушилицу морате зашрафити иглу, која се по величини уклапа у унутрашњост вођице вентила. Приказано је истискивање оригиналне водеће чауре, која још није замењена (пиринач. 115);
- Када се замени водич вентила, сам вентил се такође мења заједно са њим. Затим морате брусити седишта вентила.
Притисните водеће чауре у главу цилиндра следећим редоследом:
- подмазати нове вођице чауре моторним уљем пре уградње и притиснути их са стране брегастог вратила у хладну главу цилиндра тако да раме чауре за вођицу вентила уђе у главу цилиндра. Притисак притиска не сме бити већи од 1 тоне, иначе се крагна може откинути. Глава цилиндра мора почивати на савршено равној површини;
- након пресовања, водилица вентила се мора обрадити посебним развртачем 3120. Ако такав развртач није доступан, онда се може користити подесиви развртач од 8,0 мм који се мора редовно подмазати уљем за сечење тзв. мали зарези у рупи после њега – трагови «дробљење».
Белешка. Ако је водећа чаура замењена, седиште вентила треба преклопити тако да буде концентрично поравнато са новом водећом чахуром.
Седишта вентила
Проверите седишта вентила следећим редоследом:
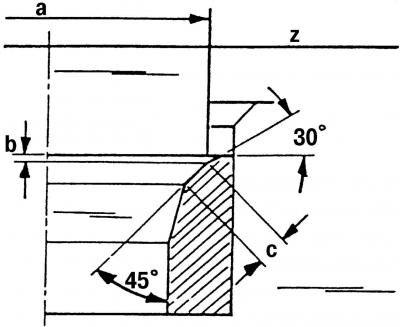
Сл. 116. Седишта вентила: а - пречник седишта вентила (види табелу за подешавање и контролу); б - максимално дозвољена количина обраде; ц - ширина седишта вентила: за усисни вентил - 2,0 мм, за издувни вентил - 2,4 мм; з - доња ивица главе цилиндра; 30°- горњи угао корекције; 45°- угао нагиба седишта вентила
- Проверите да ли су сва седишта вентила истрошена и огреботина. На радним косинама седла (контактна површина вентила) не би требало да буде удубљења, корозије или оштећења. Мања оштећења могу да се поправе брушењем седишта маказом за 45°. Истовремено, уклоните што је могуће мање метала. Можете млети и ручно и са млином. Ако су седишта јако истрошена, требало би их поново пресвући. Облик скошења седишта вентила је приказан на (пиринач. 116); Вредности угла су погодне за издувне и усисне вентиле. Вредност пречника а седишта вентила треба узети из табела подешавања и управљања. Ово је посебно важно за усисне вентиле, јер они нису исти за неке моторе;
- Да бисте одредили величину завршне обраде седишта вентила, извршите следећа мерења:
- уметните вентил у његову водећу чауру и притисните седиште (равна глава) вентил;
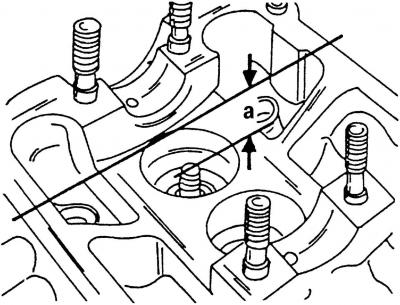
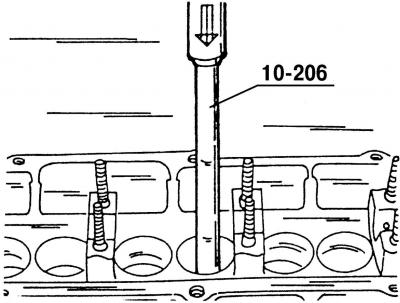
Сл. 117. Мерење дубине приликом додатне обраде седишта вентила. Величина а се мери између стрелица
- мера интервал а (пиринач. 117) између врха стабла вентила и горње ивице главе цилиндра. Да бисте то урадили, поставите мерни лењир на равнину главе цилиндра;
- Израчунати максималну и минималну дозвољену вредност измерене вредности након глодања а. На усисним вентилима треба да буде 33,8 мм, на издувним - 34,1 мм;
- ако се од измерене вредности одузме минимално растојање, онда ће се добити дозвољена вредност б (пиринач. 116). Ово је неопходно како не би превише избушили седишта вентила у глави цилиндра. Глодање седишта вентила се врши ако су уграђене нове вођице. За ово вам је потребно:
- лагано обрадите горњу ивицу седишта вентила маказом за 45°, а затим резачем за 30°да смањите ширину седишта вентила на 2,0 мм за улазне и 2,4 мм за издувне вентиле. Обраду треба прекинути чим димензије седишта вентила достигну наведене вредности. Седишта издувних вентила имају лимитаторе пречника. Приликом обраде, пазите да не оштетите ове граничнике;
- да не бисте превише избушили седишта вентила у глави цилиндра, обавезно израчунајте вредност б;
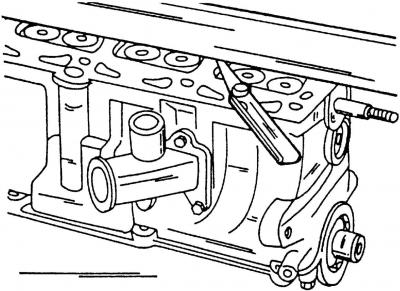
Сл. 118. Трљање вентила усисном чашом. Ваздушна чаша треба да се окреће напред-назад у смеру означеном стрелицама
- брусити машински обрађена седишта вентила. Да бисте то урадили, нанесите малу количину пасте за лепљење на седиште вентила и поставите вентил у одговарајуће седиште. Причврстите усисну чашу на вентил и ротирајте вентил са њим напред-назад у смеру приказаном стрелицама (пиринач. 118). Да бисте добро самљели седиште вентила, потребно је повремено уклањати усисну чашу, окретати вентиле за четвртину окрета, а затим наставити са млевењем;
- након лапирања, пажљиво очистите све делове од прљавштине и пасте за лапирање;
- проверите седиште вентила уместо главе вентила и о-прстена. На оба дела треба да буде видљив непрекидан, мат прстен;
- нацртајте неколико линија оловком на прстену на глави вентила. Цртице треба цртати око прстена у интервалима од приближно 1 мм. Након тога пажљиво уметните вентил у водећу чауру, спустите га на седиште и окрените га око 90°, примењујући благу силу на вентил;
- уклоните вентил и проверите да ли су линије оловке са О-прстена нестале;
- ако ширина седишта вентила одговара наведеним димензијама, онда се глава цилиндра може уградити. У супротном, седишта вентила морају бити прерађена или, у најмању руку, мора се уградити нова глава цилиндра.
Вентили
Све је то написано о вентилима мотора ВР6 (види тачку 2.3.3), важи и за 2.0 литарски мотор. Димензије вентила су назначене у табели подешавања и контроле.
Глава цилиндра
Темељно оперите главу цилиндра и очистите пролазе за уље. Уклоните наслаге угљеника из комора за сагоревање и са површине издувних канала жичаном четком. Темељно очистите контактне површине главе цилиндра и блока цилиндра. Прегледајте главу цилиндра. Лежајеви испод рукаваца брегастог вратила и у отворима за подизаче вентила не смеју бити изгребани или оштећени. Пукотине на било ком месту главе цилиндра нису дозвољене.
Сл. 119. Провера деформације главе цилиндра помоћу мерног лењира и сонде
Проверите да ли је површина главе цилиндра деформисана (пиринач. 119).
Да бисте то урадили, поставите мерни лењир на главу цилиндра и помоћу мерача проверите зазор дуж, попречно и дијагонално. Ако не прелази 0,10 мм, глава цилиндра се може брусити. Ако је зазор на било ком месту већи, онда треба заменити главу цилиндра, јер уклањање већег слоја метала може негативно утицати на компресију мотора.
Глава цилиндра се може брусити све док је њена минимална висина а (пиринач. 114) не мање од 132,60 мм.
Цамсхафт
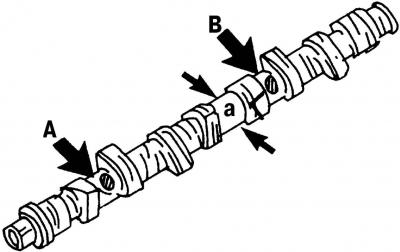
Сл. 120. Места за обележавање на брегастом вратилу. Слова и бројеви су утиснути на местима означеним стрелицама
Брегасто вратило мотора АДИ је означено на одређени начин. На месту означеном стрелицом А (пиринач. 120) рељефно писмо (B), на месту Б је број (037). Пошто брегасте осовине за друге типове мотора имају различите ознаке, препоручује се да при куповини нове брегасте осовине понесете са собом стару.
Пречник брега а (пиринач. 120) на моторима овог дизајна, смањен на 34,0 мм.
Приликом прегледа брегастих вратила, обратите пажњу на површине носача лежајева (лежишта), брегови, који морају бити добро полирани и неоштећени. Ако се пронађу знаци заглављивања или дубоки трагови, брегасто вратило се мора заменити. Пре уградње брегастих вратила, извршите следеће радње:
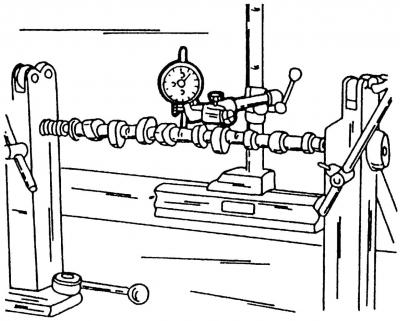
Сл. 47. Мерење радијалног струјања брегастог вратила
- уградити брегасто вратило са спољним рукавцима на две призме, или стегнути између стезаљки струга и уградити мерни уређај (пиринач. 47) на месту средњег лежаја (вратови) цамсхафт;
- полако ротирати брегасто вратило и пратити очитавања мерног уређаја. Ако, према очитањима уређаја, радијални одбој прелази 0,01 мм, онда се брегасто вратило мора заменити, јер је деформисано;
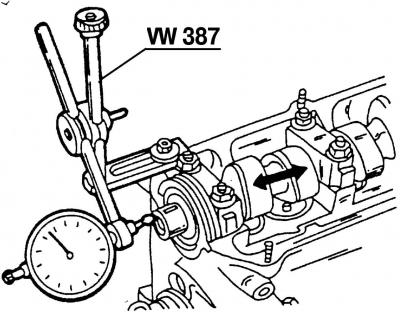
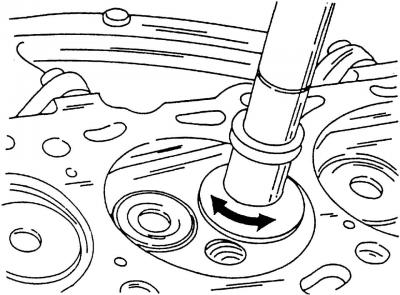
Сл. 121. Мерење аксијалног зазора брегастог вратила
- да бисте измерили зазор на крају брегасте осовине, уметните га у главу цилиндра (без потискивача), причврстите спољним лежајевима и поставите главу цилиндра на равну површину. Инсталирајте мерач ВВ387 (пиринач. 121) са краја главе цилиндра и љуљајте осовину напред-назад у уздужном правцу (на сл. 121 приказано стрелицама).
Аксијални зазор не сме бити већи од 0,15 мм. У супротном, радна површина поклопца лежаја је истрошена.
Коментари посетилаца