
Опруге вентила и вођице вентила
Да бисте у потпуности прегледали опруге вентила, треба користити посебан алат за испитивање опруга. Ако није, онда поставите опруге у низу на глатку површину тако да затворена нарезка буде на дну. Поставите челични угао поред опруге и измерите размак између врха опруге и угла. Размак не би требало да буде већи од 2,0 мм. У супротном, опруга је искривљена.
Водилице вентила
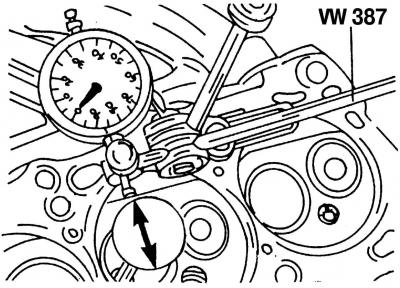
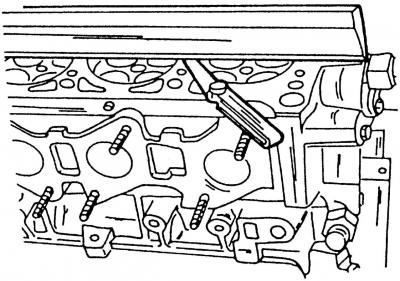
Сл. 38. Провера отицања вретена вентила унутар вођице помоћу мерног уређаја ВВ387
Контрола избијања вретена вентила унутар водеће чауре врши се помоћу мерног уређаја ВВ387, показивача (сл. 38).
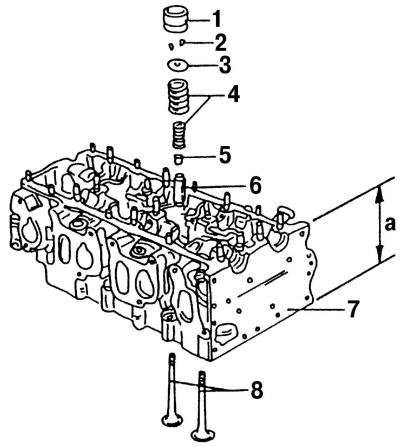
Сл. 37. Детаљи механизма погона вентила: 1 - хидраулични потискивач; 2 - половине стабла вентила (крекери); 3 - горња плоча опруге вентила; 4 - опруге вентила; 5 - поклопац дефлектора уља; 6 - вођица вентила; 7 - глава цилиндра; 8 - вентили; а - висина главе цилиндра
Заљуљајте диск вентила у горњем делу напред-назад и проверите очитавања индикатора бројчаника. Ако показује више од 1,0 мм на усисним вентилима и више од 1,3 мм на издувним вентилима, онда је потребно заменити вођицу вентила. Такође би требало да проверите опште стање главе цилиндра пре замене вођица вентила. Глава цилиндра са малим огреботинама између седишта вентила или између седишта вентила и навоја отвора за свећицу може се поново брусити и поново користити, под условом да огреботине не прелазе 0,5 мм ширине. Након поновног брушења главе цилиндра, вредност а (пиринач. 37) мора бити најмање 139,50 мм. Ово је минимална величина. Називна димензија висине главе цилиндра је (140±0,1) мм. Мерења треба вршити или калипером или мерним лењиром, постављајући главу цилиндра на равну површину.
- ставите главу цилиндра на сто за пресовање да бисте уклонили вођицу вентила;
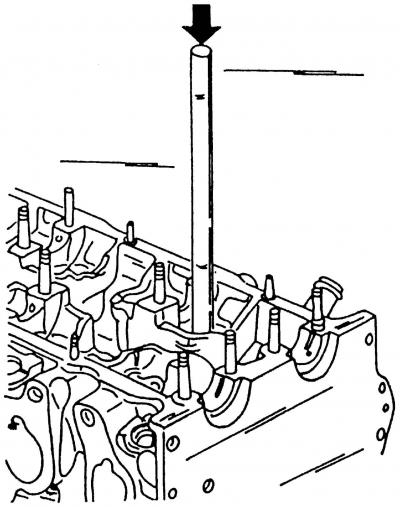
Сл. 39. Притискање вођице вентила. Нове чауре су утиснуте са исте стране
- вођице вентила се уклањају притиском са стране брегастих осовина главе цилиндра (пиринач. 39) користећи пунцхер.
Глава цилиндра се може загрејати да би се олакшао овај рад. На ударцу морате зашрафити иглу, која се по величини уклапа у унутрашњост вођице вентила:
- приликом замене вођице вентила мења се и сам вентил. Затим морате поново брусити седишта вентила;
- подмазати нове вођице вентила моторним уљем пре уградње и притиснути их са стране брегастих вратила у хладну главу цилиндра тако да раме вођице вентила уђе у главу цилиндра. Притисак притиска не сме бити већи од 1 тоне, иначе се крагна може откинути. Глава цилиндра мора почивати на савршено равној површини;
- након притиска, проширите рупе у водећој чаури усисних и издувних вентила помоћу развртача од 7,0 мм;
- након замене вођица вентила, седишта вентила треба преклопити;
- након лапирања, темељно оперите седишта и канале главе цилиндра и дувајте компримованим ваздухом.
Седишта вентила
Провера и поправка седишта вентила врши се на следећи начин:
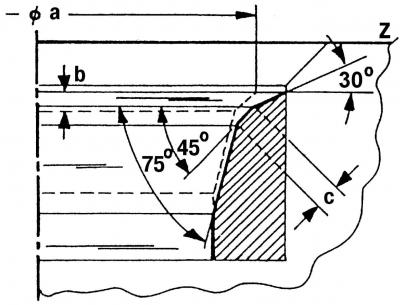
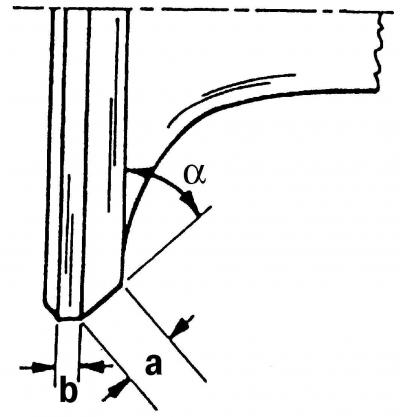
Сл. 40. Седишта улазног вентила: а - пречник седишта вентила (види табелу подешавања и контроле); б - максимална величина након поправке; ц - ширина седишта вентила, 1,7 мм; з - доња ивица главе цилиндра; 30°- горњи угао корекције; 45°- угао скошења седишта вентила; 75°- доњи угао корекције
- Проверите да ли су сва седишта вентила истрошена и огреботина. На радним косинама седла (контактна површина вентила) не би требало да буде удубљења, корозије или оштећења. Мања оштећења могу да се поправе брушењем седишта маказом за 45°. Истовремено, уклоните што је могуће мање метала. Можете млети и ручно и са млином. Ако су седишта јако истрошена, требало би их поново пресвући. Облик скошења седишта вентила приказан је на сл. 40 и 41;
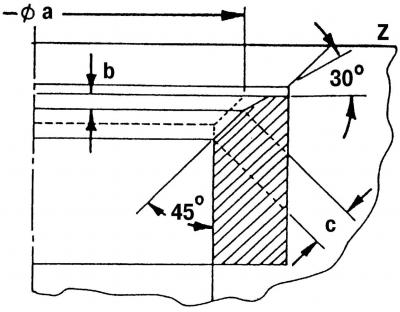
Сл. 41. Седла дипломирање вентили: а - пречник седла вентил (види табелу подешавања и контроле); б - максимална величина након поправке; ц – ширина седишта вентила 2,4 мм; з - доња ивица главе цилиндра; 30°- горњи угао корекције; 45°- угао нагиба седишта вентила
- узмите следећа мерења да бисте задовољили димензије б, за ово:
- уметните вентил у његову водећу чауру и притисните на седиште вентила;
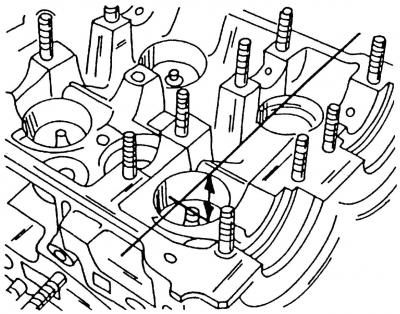
Сл. 42. Мерење висине избочине краја вретена вентила изнад горње ивице главе цилиндра
- измерите висину избочења краја стабла вентила изнад горње ивице главе цилиндра (пиринач. 42). Да бисте то урадили, поставите мерни лењир на раван главе цилиндра. На усисним вентилима треба да буде 33,9 мм, а на издувним вентилима - 34,1 мм;
- израчунати вредност б, за коју је потребно од измерене вредности одузети минимално растојање.
Ово је неопходно како не би превише избушили седишта вентила у глави цилиндра. Седишта вентила се такође морају глодати ако су уграђене нове вођице. За ово вам је потребно:
- лагано обрадите горњу ивицу седишта вентила маказом за 45°, а затим резачем за 30°да бисте смањили ширину седишта вентила на 1,7 мм за улазне и 2,0 мм за издувне вентиле. Обраду треба прекинути чим димензије седишта вентила достигну наведене димензије. Седишта издувних вентила имају лимитаторе пречника. Приликом обраде, пазите да не оштетите ове граничнике;
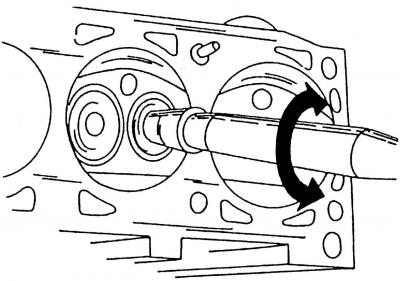
Сл. 43. Преклапање вентила усисном чашом
- брусити машински обрађена седишта вентила. Да бисте то урадили, нанесите малу количину дијамантске пасте за лепљење на седиште вентила и поставите вентил у одговарајуће седиште. Причврстите усисну чашу на вентил и ротирајте вентил са њим напред-назад (пиринач. 43);
- проверите седиште вентила уместо диска вентила и О-прстена. На оба дела треба да буде видљив непрекидан, мат прстен;
- нацртајте неколико линија оловком на прстену у плочици вентила. Цртице треба цртати око прстена у интервалима од приближно 1 мм. Након тога пажљиво уметните вентил у водећу чауру, спустите га на седиште и окрените га око 90°, примењујући благу силу на вентил;
- уклоните вентил и проверите да ли су линије оловке са О-прстена нестале;
- након лакирања, темељно очистите све делове од прљавштине и пасте за лајпање. Ако ширина седишта вентила одговара наведеним димензијама, може се уградити глава цилиндра. У супротном, седишта вентила морају бити прерађена или, у најмању руку, мора се уградити нова глава цилиндра.
Вентили
Уклоните наслаге угљеника са вентила. Проверите да ли је штап деформисан и да ли има пукотина на плочи, за шта:
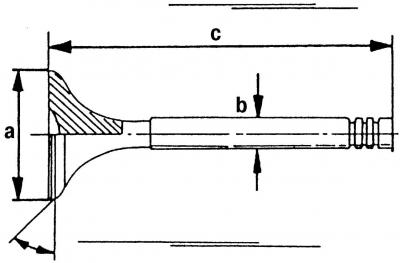
Сл. 44. Контролне димензије вентила: а - пречник диска вентила; б - пречник стабла вентила; ц - дужина вентила
- узети мере према сл. 44 и замените све вентиле који не задовољавају ове димензије. Вредности а, б и ц могу се узети из табеле толеранција и контроле;
- ако је крај стабла вентила истрошен, онда се може брусити на машини за млевење, под условом да се током брушења не уклони више од 0,50 мм метала;
Сл. 45. Димензије ат млевење косити вентили: а = 45°; а = максимално 3,5 мм; б = минимално 0,5 мм
- Дискови усисних вентила могу се брусити на брусилици вентила, под условом да је вредност б (пиринач. 45) биће мањи од 0,5 мм.
Пажња! Брушење на машини није дозвољено за издувне вентиле, јер су направљени од посебног материјала. Само премазивањем пастом можете покушати да вратите издувне вентиле у нормалу. У супротном, треба их заменити.
Глава цилиндра
Темељно оперите главу цилиндра и очистите пролазе за уље. Уклоните наслаге угљеника из комора за сагоревање и са површине издувних канала жичаном четком. Темељно очистите контактне површине главе цилиндра и блока цилиндра. Прегледајте главу цилиндра. Лежајеви испод рукаваца брегастог вратила и у отворима за подизаче вентила не смеју бити изгребани или оштећени. Пукотине на било ком месту главе цилиндра нису дозвољене.
Сл. 46. Провера деформације главе цилиндра помоћу мерног лењира и сонде
Проверите да ли је површина главе цилиндра деформисана (пиринач. 46).
Да бисте то урадили, поставите мерни лењир на главу и помоћу мерача проверите зазор дуж, попречно и дијагонално. Ако не прелази 0,10 мм, глава цилиндра се може брусити. Ако је зазор на било ком месту већи, онда треба заменити главу цилиндра, јер уклањање већег слоја метала може негативно утицати на компресију мотора.
Брегасте осовине
Брегасте осовине нису заменљиве првенствено због присуства Холовог сензора на једном од њих. Осовине су идентификоване бројем резервног дела.
Приликом прегледа брегастих вратила, обратите пажњу на површине носача лежајева (лежишта), брегови, који морају бити добро полирани и неоштећени. Ако се пронађу знаци заглављивања или дубоки трагови, брегасто вратило се мора заменити.
Пре уградње брегастих вратила, потребно је урадити следеће:
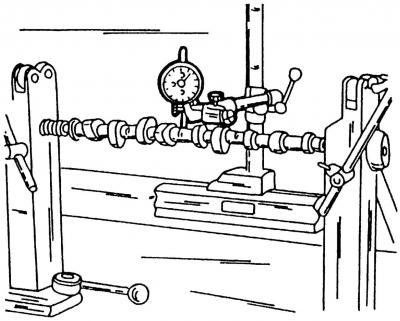
Сл. 47. Мерење радијалног струјања брегастог вратила
- уградити брегасто вратило са спољним рукавцима на две призме или између стезаљки струга и уградити мерни уређај на место средњег лежаја (вратови) брегаста осовина (пиринач. 47);
- полако ротирати брегасто вратило и пратити очитавања мерног уређаја. Ако, према очитањима уређаја, радијални отклон прелази 0,01 мм, онда се брегасто вратило мора заменити, јер је деформисано. Проверите другу осовину на исти начин;
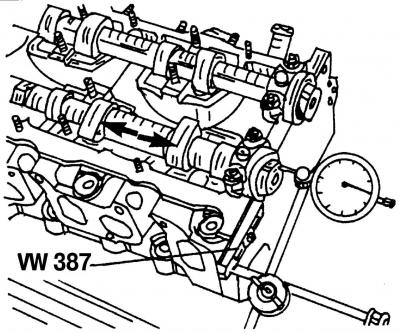
Сл. 48. Мерење аксијалног зазора брегастог вратила
- да бисте измерили аксијални зазор брегастих вратила, убаците обе у главу цилиндра (без потискивача), причврстите крајњим лежајевима и поставите главу цилиндра на равну површину. Уградите мерни уређај са краја главе цилиндра и протресите осовину напред-назад у аксијалном смеру (пиринач. 48, приказано стрелицама). Аксијални зазор не сме бити већи од 0,15 мм. У супротном, радна површина поклопца лежаја је истрошена.
Коментари посетилаца