
Клапанныя спружыны
Дакладная праверка спружын клапанаў патрабуе выкарыстання спецыяльнай вымяральнай прылады. Калі такога няма, можна паступіць наступным чынам:
Параўнайце знятую спружыну з новай. Калі старая спружына карацейшая за новую, то яна зношаная і абавязкова павінна быць заменена разам з астатнімі.
Пастаўце спружыны на плоскую паверхню (шкло) падціснутымі віткамі ўніз. Да спружыны прыстаўце кутнік і замерце адлегласць ад верхняга да раю спружыны да кутніка. Калі яно больш за 2,0 мм, то спружына недапушчальна скрыўлена і патрабуе замены.
Пастаўце спружыны на плоскую паверхню (шкло) падціснутымі віткамі ўніз. Да спружыны прыстаўце кутнік і замерце адлегласць ад верхняга боку спружыны да кутніка. Калі яно больш за 2,0 мм, то спружына недапушчальна скрыўлена і патрабуе замены.
Накіроўвалыя ўтулкі клапанаў
Ачысціце накіравальныя ўтулкі клапанаў анучай, змочанай у бензіне ці ацэтоне. Пасля ачысткі ўстаўце ў адтуліны які адпавядае клапан.
Да прывалачнай плоскасці галоўкі блока прымацуеце індыкатар спецыяльным заціскам (мал. 46). Высуньце клапан з утулкі настолькі, каб канец стрыжня клапана схаваўся ў адтуліне ўтулкі.

Калыхаючы клапан у напрамку, перпендыкулярным восі стрыжня клапана, зніміце паказанні датчыка. Калі яны перавышаюць 1,0 мм для впускных клапанаў і 1,3 мм для выпускных клапанаў, утулкі неабходна замяніць.
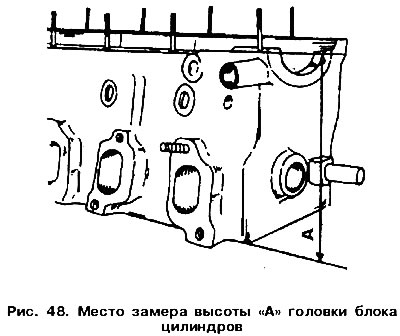
Перад заменай утулак варта ацаніць агульны стан галоўкі блока. Галоўка з невялікімі расколінамі паміж сёдламі клапанаў (мал. 47) або паміж сядлом клапана і першым віткам разьбярства ў адтуліне пад свечку можа быць скарыстана зноў або падвергнутая шліфоўцы, калі расколіны не шырэй 0,5 мм. Памер «А» пасля рамонтнага шліфавання (мал. 48) не можа быць меншы за 135,6 мм.
 |  |
Увага! Калі ўтулка клапана была заменена, то сёдлы клапанаў павінны быць апрацаваны фрэзераваннем.
Перад выпрасоўкай накіроўвалай утулкі з галоўкі блока паглядзіце, ці ёсць на яе канцы апорны фланец (гл. стрэлку на мал. 45). Утулка з фланцам выціскаецца са боку камеры згарання, а без фланца - са боку размеркавальнага вала. Старая накіравальная ўтулка выпрессовывается пры дапамозе стрыжня падыходнага дыяметра. Каб аблегчыць працу, можна нагрэць галоўку. Стрыжань павінен сканчацца больш тонкім хваставік, які ўводзіцца ў адтуліну ўтулкі.
Адначасова з заменай накіравальных утулак варта таксама замяніць клапаны. Сядла клапанаў неабходна перашліфаваць.
Новыя ўтулкі багата вышмаруйце алеем і запрасуйце ў лядоўню галоўку са боку размеркавальнага вала, пакуль апорны фланец не зраўняецца з привалочной плоскасцю галоўкі блока. Далей запрасоўваць нельга, бо можна зразаць фланец.
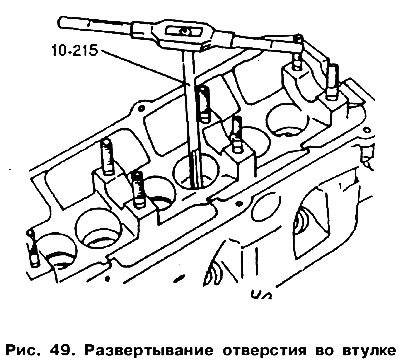
Пасля запрэсоўкі варта разгарнуць адтуліны ўтулак пры дапамозе спецыяльнай разгорткі «10-215» (мал. 49). Адтуліны ўтулак пад впускные і выпускныя клапаны павінны быць разгорнутыя ў памер 8,0 мм. У гэтым выпадку паміж утулкай і клапанам будзе вытрыманы нармаваны зазор.
Сядла клапанаў
Калі пасцеля размеркавальнага вала зношаная, то можна скарыстацца адноўленай галоўкай блока. У гэтым выпадку не патрабуецца падрыхтоўка сёдлаў клапанаў.
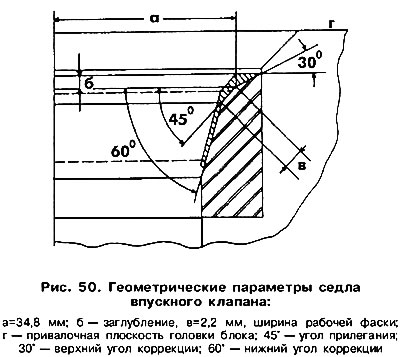 | 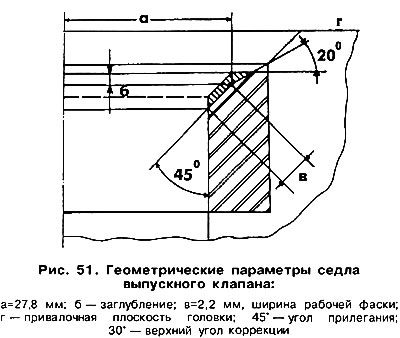 |
Праверце ступень зносу сядла кожнага клапана. Невялікі знос паверхні можна выправіць канічнай фрэзай з кутом 45°. Моцна зношаныя сядлы неабходна перашліфаваць. Значэнні геаметрычных параметраў сёдлаў клапанаў паказаны на мал. 50 і 51. Канструкцыя сёдлаў клапанаў у карбюратарных рухавіках і рухавіках з упырскам паліва аднолькавая. Варта прасачыць, каб працоўная фаска не была залішне заглыбленая ў цела галоўкі блока. Каб пераканацца ў гэтым, неабходна зрабіць наступныя дзеянні:
- устаўце клапан у накіроўвалую ўтулку, прыціснуўшы галоўку клапана да сядла ў зоне фаскі;
- вымерайце адлегласць «А» (мал. 52) паміж канцом стрыжня клапана і верхняй прывалачнай плоскасцю (гл. мал. 50, 51) галоўкі блока.
- вызначыце дапушчальную велічыню заглыблення клапана (пазначана як «б» на мал. 50 і 51), зыходзячы з велічыні вымеранай адлегласці «А» і таго, што мінімальная адлегласць ад канца стрыжня клапана да верхняй прывалачнай плоскасці галоўкі блока складае 35,8 мм для впускнога клапана і 36,1 мм для выпускнога.

Пры апрацоўцы неабходна прытрымлівацца наступных рэкамендацый.
Пры замене накіравальных утулак клапанаў неабходна апрацаваць сядлы клапанаў, што выконваецца наступным чынам. Уласна паверхня паяска апрацоўваецца фрэзай з кутом 30°(впускной клапан) ці 45°(выпускны клапан), а затым фармуецца патрэбная шырыня працоўнага паяска (2,2 мм) за рахунак апрацоўкі верхняй часткі фрэзай 45°(впускной клапан) альбо 30°(выпускны клапан) і ніжняй частцы фрэзай з кутом 60°(толькі для впускных клапанаў).
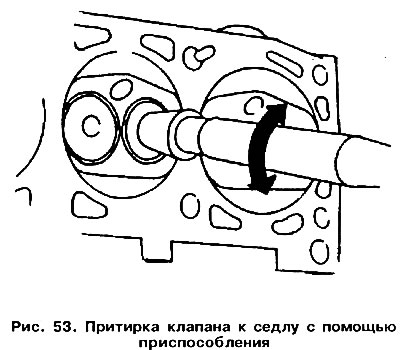
Пасля апрацоўкі працоўных фасак сёдлаў варта прыцерці да іх клапаны. Для гэтага акрыйце паверхню сядла притирочной пастай, змяшанай з маторным маслам, і ўстаўце клапан на месца, вышмараваўшы яго стрыжань маторным маслам. Прымацуеце да клапана прынада для прыціркі і круціце клапан у абодвух кірунках (мал. 53), нямоцна прыціскаючы клапан да сядла. Працу на пачатковым этапе можна палегчыць, калі клапан круціць пры дапамозе дрыля. Канчатак прыціркі праводзіце з выкарыстаннем толькі чыстага маторнага масла.
Пасля канчатка прыціркі выдаліце пасту і ачысціце ўсе паверхні. Агледзіце працоўныя паверхні сядла і клапана. На абедзвюх паверхнях павінна быць бесперапыннае матавае кольца шырынёй, роўнай шырыні працоўнай фаскі.
На працоўнай фаску клапана зрабіце алоўкам некалькі метак па крузе прыкладна праз 1 мм. Устаўце клапан ва ўтулку і ўтопіце яго ў сядло. Нямоцна націснуўшы на клапан, правярніце яго на 90°.
Выміце клапан і пераканайцеся, што сляды алоўка на працоўным паяску зніклі. Прыступіце да зборкі галоўкі. У адваротным выпадку варта працягнуць апрацоўку спалучаных паверхняў а ў крайнім выпадку ўсталяваць новую або рэстаўраваную галоўку блока цыліндраў.
Клапаны
Невялікія пашкоджанні на працоўнай паверхні клапана можна выдаліць, прыцершы клапан да сядла спосабам, апісаным раней.
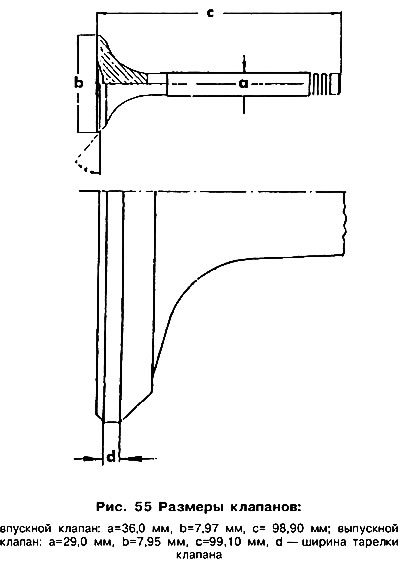
Праверце ступень зносу клапанаў (мал. 55), улічваючы адрозненні паміж впускнымі і выпускнымі клапанамі. Клапаны з моцным зносам неабходна замяніць.
Калі сляды зносу з'явіліся на тарцы стрыжня клапана, можна яго адшліфаваць, падушачы аб тым, што пласт які здымаецца металу не павінен перавышаць 0,5 мм.
Талеркі клапанаў не павінны шліфавацца. Пашкоджаныя клапаны можна толькі прыціраць ці замяняць на новыя.
Галоўка блока цыліндраў
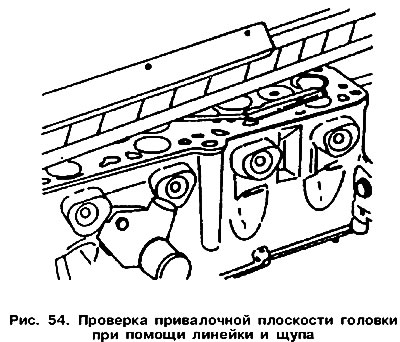
Старанна ачысціце прывалачныя плоскасці галоўкі блока і блока цыліндраў рухавіка, а затым праверце, ці не дэфармаваная галоўка блока. Для гэтага на прывалачную плоскасць галоўкі блока пакладзяце адмысловую рэйку, як гэта паказана на мал. 54, і пры дапамозе мацаў вызначыце ступень коробления галоўкі блока ўздоўж, папярок і па дыяганалях привалочной плоскасці. Калі зазор не нашмат перавышае 0,10 мм, тое галоўку варта аддаць для шліфоўкі. Пры вялікай няплоскасныя паверхні патрабуецца абавязковая замена галоўкі. Пасля канчатка шліфоўкі вышыня галоўкі блока не павінна быць менш 135,6 мм. Месца для вымярэння вышыні галоўкі блока паказана на рыс 48.
Размеркавальны вал
Размеркавальны вал прамаркіраваны вызначаным спосабам, паказаным на мал 56, у залежнасці ад тыпу рухавіка:
- у карбюратарным рухавіку тыпу «HZ» размеркавальны вал не маркіруецца;
- у карбюратарным рухавіку "МН" і тыпу "NU" размеркавальны вал мае паміж кулачкамі першага цыліндру літой паясок, большага дыяметра, чым апорная шыйка, пазначаны на мал. 56 літарай «Д»;
- у рухавіку з сістэмай упырску размеркавальны вал мае два літых паяска паміж кулачкамі першага цыліндру, пазначаных на мал 56 літарай «У», але на гэтым вале няма кулачка «З» для прывада паліўнай помпы.

Усталюеце крайнія шыйкі размеркавальнага вала на двух прызмах, размешчаных на вымяральнай пліце, або зацісніце яго ў цэнтрах на такарным станку (мал 57). Да цэнтральнай шыйкі вала прыстаўце індыкатар. Павольна круцячы распредвал, зніміце сведчанні індыкатара. Калі паказанні перавышаюць 0,10 мм - вал дэфармаваны і патрабуе замены. Праверце, ці няма на вале бачных дэфектаў.

З мэтай праверкі радыяльнага зазору ў падшыпніках вала неабходна выкарыстоўваць калібраваны пластмасавы дрот «Plasligage».
Праверка павінна праводзіцца без усталёўкі штурхачоў наступным чынам:
Ачысціце вечкі і пасцелю размеркавальнага вала і ўсталюеце вал на месца.
На кожную апорную шыйку вала абкладзеце па восі вала адрэзак калібраванага дроту і ўсталюеце вечкі падшыпнікаў паводле іх нумароў (гл. мал. 42). Гайкі мацавання вечкаў зацягваеце раўнамерна, пачынальна ад сярэдзіны да бакоў, высілкам у 6 Нм, а затым дакруціце іх яшчэ на 90°. Размеркавальны вал пасля гэтага круціць нельга.
Адкруціце гайкі мацавання вечкаў падшыпнікаў у зваротнай паслядоўнасці і зніміце вечкі. Шырыню адрэзкаў калібраванага дроту параўнайце з наяўнай лінейкай-шаблонам. Калі зазор у якім-небудзь падшыпніку перавышае 0,10 мм, значыць дасягнута лімітавы стан зносу падшыпніка і размеркавальнага вала, што запатрабуе замены вала, а часцяком і галоўкі блока цыліндраў.
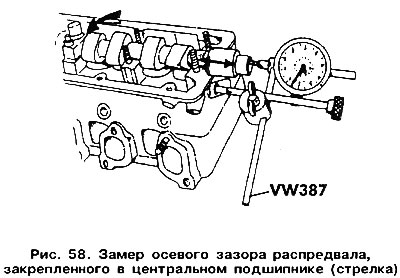
Для вызначэння восевага люфту неабходна размеркавальны вал усталяваць у галоўцы блока (без штурхачоў) і замацаваць вечкам цэнтральнага падшыпніка. Устанавіце галоўку блока на плоскай паверхні і, замацаваўшы на пярэдняй частцы галоўкі блока індыкатар, (мал. 58) рухайце вал уздоўж восі. Восевы люфт не павінен перавышаць 0,15 мм. Большае значэнне кажа пра знос упартай паверхні вечка падшыпніка.
Каментары наведвальнікаў