
Клапані пружини
Точна перевірка пружин клапанів потребує використання спеціального вимірювального інструменту. Якщо такого немає, можна вчинити так:
Порівняйте зняту пружину з новою. Якщо стара пружина коротша за нову, то вона зношена і обов'язково повинна бути замінена разом з іншими.
Поставте пружини на плоску поверхню (Скло) стиснутими витками вниз. До пружини приставте косинець і заміряйте відстань від верхнього краю пружини до косинця. Якщо воно більше 2,0 мм, то пружина неприпустимо викривлена та потребує заміни.
Поставте пружини на плоску поверхню (Скло) стиснутими витками вниз. До пружини приставте косинець і заміряйте відстань від верхнього краю пружини до косинця. Якщо воно більше 2,0 мм, то пружина неприпустимо викривлена та потребує заміни.
Напрямні втулки клапанів
Очистіть напрямні втулки клапанів ганчіркою, змоченою в бензині або ацетоні. Після очищення вставте відповідний клапан в отвори.
До привалки головки блоку прикріпіть індикатор спеціальним затискачем (Мал. 46). Витягніть клапан із втулки настільки, щоб кінець стрижня клапана зник у отворі втулки.

Похитуючи клапан у напрямку, перпендикулярному до осі стрижня клапана, зніміть показання датчика. Якщо вони перевищують 1,0 мм для впускних клапанів і 1,3 мм для випускних клапанів, необхідно замінити втулки.
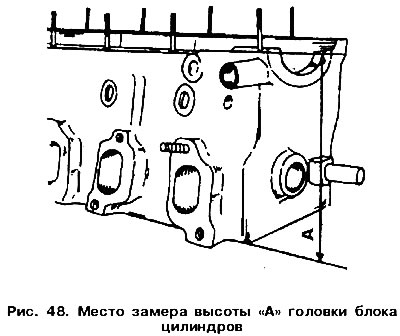
Перед заміною втулок слід оцінити стан голівки блоку. Головка з невеликими тріщинами між сідлами клапанів (Мал. 47) або між сідлом клапана і першим виткам різьблення в отворі під свічку може бути використана знову або піддана шліфуванні, якщо тріщини не ширші за 0,5 мм. Розмір «А» після ремонтного шліфування (Мал. 48) не може бути меншим за 135,6 мм.
 |  |
Увага! Якщо втулка клапана була замінена, то сідла клапанів мають бути оброблені фрезеруванням.
Перед випресуванням напрямної втулки з головки блоку подивіться, чи є на її кінці опорний фланець (див. стрілку на рис. 45). Втулка з фланцем видавлюється з боку камери згоряння, а без фланця – з боку розподільчого валу. Стара напрямна втулка випресовується за допомогою стрижня відповідного діаметра. Щоб полегшити роботу, можна нагріти голівку. Стрижень повинен закінчуватися тоншим хвостовиком, який вводиться в отвір втулки.
Одночасно із заміною напрямних втулок слід також замінити клапани. Сідла клапанів необхідно перешліфувати.
Нові втулки рясно змастіть маслом і запресуйте в холодну головку з боку розподільного валу, поки опорний фланець не зрівняється з площиною привалки головки блоку. Далі запресовувати не можна, тому що можна зрізати фланець.
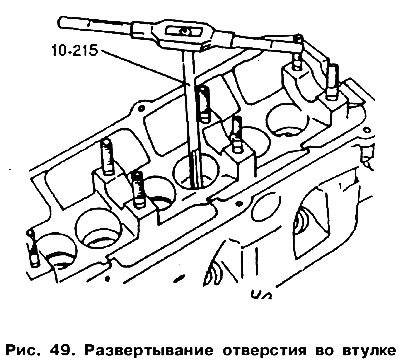
Після запресування слід розгорнути отвори втулок за допомогою спеціальної розгортки «10-215» (Мал. 49). Отвори втулок під впускні та випускні клапани повинні бути розгорнуті у розмір 8,0 мм. У цьому випадку між втулкою та клапаном буде витриманий нормований зазор.
Сідла клапанів
Якщо постіль розподільного валу зношена, можна скористатися відновленою головкою блоку. В цьому випадку не потрібна підготовка сідел клапанів.
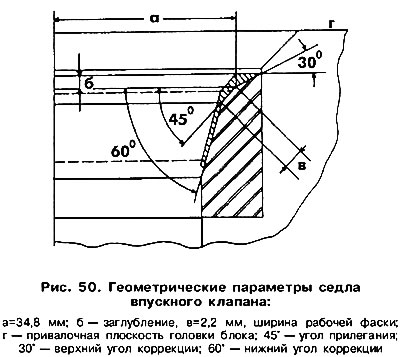 | 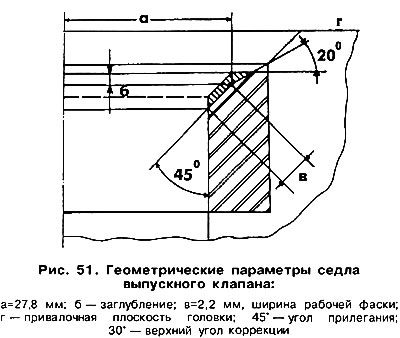 |
Перевірте ступінь зношування сідла кожного клапана. Невелике зношування поверхні можна виправити конічною фрезою з кутом 45°. Сильно зношені сідла необхідно перешліфувати. Значення геометричних параметрів сідел клапанів показано на рис. 50 і 51. Конструкція сідел клапанів у карбюраторних двигунах і двигунах з упорскуванням палива однакова. Слід простежити, щоб робоча фаска була надмірно заглиблена в тіло головки блоку. Щоб переконатися в цьому, необхідно зробити такі дії:
- вставте клапан у напрямну втулку, притиснувши головку клапана до сідла у зоні фаски;
- виміряйте відстань «А» (Мал. 52) між кінцем стрижня клапана та верхньою привалковою площиною (див. рис. 50, 51) головки блоку.
- визначте допустиму величину заглиблення клапана (позначена як «б» на рис. 50 та 51), Виходячи з величини виміряної відстані «А» і того, що мінімальна відстань від кінця стрижня клапана до верхньої площини привалки головки блоку становить 35,8 мм для впускного клапана і 36,1 мм для випускного.

При обробці необхідно дотримуватись наступних рекомендацій.
При заміні напрямних втулок клапанів необхідно обробити сідла клапанів, що виконується в такий спосіб. Власне поверхня паска обробляється фрезою з кутом 30° (впускний клапан) або 45° (випускний клапан), а потім формується потрібна ширина робочого пояска (2,2 мм) за рахунок обробки верхньої частини фрезою 45° (впускний клапан) або 30° (випускний клапан) та нижній частині фрезою з кутом 60° (тільки для впускних клапанів).
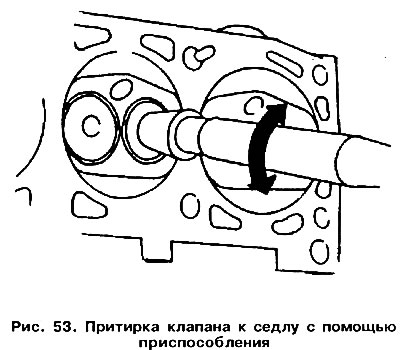
Після обробки робочих фасок сідел слід притерти до них клапани. Для цього покрийте поверхню сідла притиральної пастою, змішаною з моторною олією, і вставте клапан на місце, змастивши його стрижень моторною олією. Прикріпіть до клапана пристрій для притирання і обертайте клапан в обох напрямках (Мал. 53), несильно притискаючи клапан до сідла. Роботу на початковому етапі можна полегшити, якщо клапан крутити за допомогою дриля. Закінчення притирання проводіть з використанням лише чистої моторної олії.
Після закінчення притирання видаліть пасту та очистіть усі поверхні. Огляньте робочі поверхні сідла та клапана. На обох поверхнях має бути безперервне матове кільце шириною, що дорівнює ширині робочої фаски.
На робочій фасці клапана зробіть олівцем кілька міток приблизно через 1 мм. Вставте клапан у втулку та втопіть його в сідло. Несильно натиснувши на клапан, переверніть на 90°.
Вийміть клапан і переконайтеся, що сліди олівця на робочому поясі зникли. Приступіть до збирання головки. В іншому випадку слід продовжити обробку поверхонь, що сполучаються, а в крайньому випадку встановити нову або реставровану головку блоку циліндрів.
Клапани
Невеликі пошкодження на робочій поверхні клапана можна видалити, притерши клапан до сідла способом, описаним раніше.
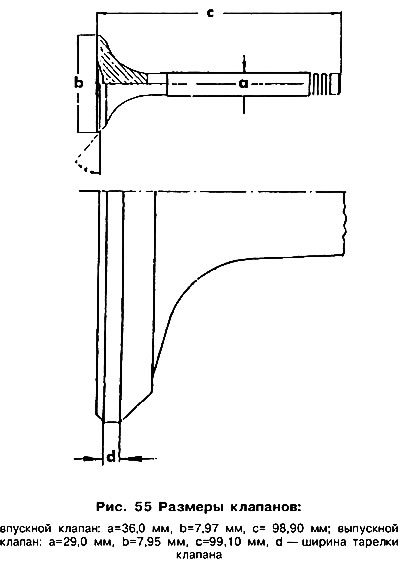
Перевірте ступінь зношування клапанів (Мал. 55), враховуючи різницю між впускними і випускними клапанами. Клапани із сильним зносом необхідно замінити.
Якщо сліди зношування з'явилися на торці стрижня клапана, можна його відшліфувати, пам'ятаючи про те, що шар металу, що знімається, не повинен перевищувати 0,5 мм.
Тарілки клапанів не повинні шліфуватись. Пошкоджені клапани можна лише притирати або замінювати на нові.
Головка блоку циліндрів
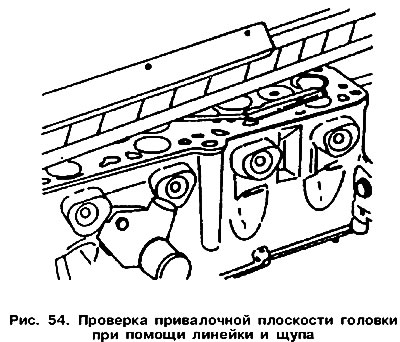
Ретельно очистіть привалочні площини головки блоку та блоку циліндрів двигуна, а потім перевірте, чи не деформована головка блоку. Для цього на привалочну площину головки блоку покладіть спеціальну рейку, як показано на рис. 54, і за допомогою щупів визначте ступінь жолоблення головки блоку вздовж, поперек і по діагоналях привалкової площини. Якщо зазор не набагато перевищує 0,10 мм, головку слід віддати для шліфування. При великій площинності поверхні потрібна обов'язкова заміна головки. Після закінчення шліфування висота головки блоку не повинна бути меншою за 135,6 мм. Місце для вимірювання висоти головки блоку показано на рис.
Розподільний вал
Розподільний вал промаркований певним способом, показаним на рис 56, залежно від типу двигуна:
- у карбюраторному двигуні типу «HZ» розподільний вал не маркується;
- у карбюраторному двигуні «МН» та типу «NU» розподільний вал має між кулачками першого циліндра литий поясок, більшого діаметра, ніж опорна шийка, позначена на рис. 56 літерою «Д»;
- у двигуні з системою впорскування розподільний вал має два литі пояски між кулачками першого циліндра, позначених на рис «У», але на цьому валу немає кулачка «З» для приводу паливного насосу

Встановіть крайні шийки розподільного валу на двох призмах, розташованих на вимірювальній плиті, або затисніть його в центрах на верстаті (рис 57). До центральної шийки валу приставте індикатор. Повільно обертаючи розподільний вал, зніміть показання індикатора. Якщо показання перевищують 0,10 мм, вал деформований і вимагає заміни. Перевірте, чи немає видимих дефектів на валу.

З метою перевірки радіального зазору в підшипниках валу необхідно використовувати калібрований пластмасовий дріт «Plasligage».
Перевірка повинна проводитися без встановлення штовхачів таким чином:
Очистіть кришки та ліжко розподільного валу та встановіть вал на місце.
На кожну опорну шийку валу покладіть по осі валу відрізок каліброваного дроту і встановіть кришки підшипників згідно з їх номерами (див. рис. 42). Гайки кріплення кришок затягуйте рівномірно, починаючи від середини до країв, зусиллям 6 Нм, а потім доверніть їх ще на 90°. Розподільний вал після цього обертати не можна.
Відверніть гайки кріплення кришок підшипників у зворотній послідовності та зніміть кришки. Ширину відрізків каліброваного дроту порівняйте з наявною лінійкою-шаблоном. Якщо зазор у якому-небудь підшипнику перевищує 0,10 мм, значить досягнуто граничного стану зносу підшипника і розподільного валу, що потребує заміни валу, а найчастіше і головки блоку циліндрів.
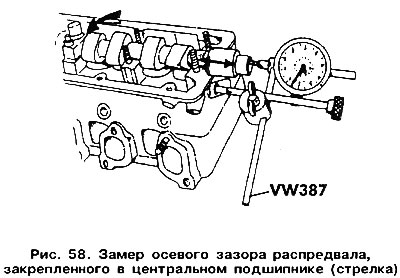
Для визначення осьового люфта необхідно розподільний вал встановити в головці блоку (без штовхачів) та закріпити кришкою центрального підшипника. Встановіть головку блоку на плоскій поверхні та, закріпивши на передній частині головки блоку індикатор, (Мал. 58) посувайте вал вздовж осі. Осьовий люфт не повинен перевищувати 0,15 мм. Більше значення говорить про зношування завзятої поверхні кришки підшипника.
Коментарі відвідувачів