
Розкладіть шатуни у порядку нумерації циліндрів. Припливи на нижній головці та кришці шатуна повинні бути звернені до передньої частини двигуна (або згідно з маркуванням при розбиранні).
Зніміть кришки та вкладиші, відкладіть їх убік, щоб не переплутати. Вийміть болти.
Стрілки на днищах поршні повинні бути спрямовані до передньої частини двигуна. Розгорніть замки поршневих кілець на 120°На мал. 70 показано, як мають бути розташовані замки поршневих кілець щодо осі поршневого пальця.
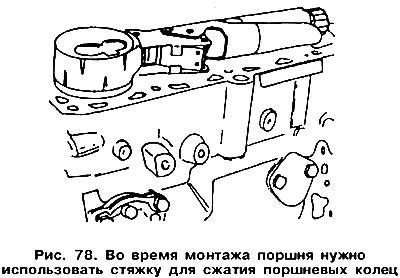
На поршневі кільця надягніть стяжку, як показано на рис. 78, і втопіть кільця у канавки. Перевірте, щоб кільця повністю увійшли до канавки. Нижню головку шатуна оберніть поліетиленом, щоб уникнути пошкодження поверхні дзеркала циліндра.
Поверніть колінчастий вал так, щоб шатунна шийка потрібного циліндра знаходилася в НМТ. Вставте шатун зверху у циліндр. Блок циліндрів повинен бути покладений на бік, щоб нижню головку шатуна можна було підвести до рясно змащеної шийки шатунної колінчастого валу, знявши захисний матеріал (поліетилен). Цей спосіб унеможливлює пошкодження дзеркала циліндра або шатунної шийки колінчастого валу. Вкладиш шатуна повинен перебувати в нижній головці шатуна з виступом, встановленим в паз нижньої головки шатуна.
Вставте поршень у циліндр, кільця по черзі також увійдуть у циліндр, а нижня головка шатуна увійде у дотик із шатунною шийкою колінчастого валу.
Кришку шатунного підшипника рясно змастіть моторним маслом. Надягніть кришку на болти шатуна і злегка обстукайте її. Ще раз переконайтеся, що припливи на нижній головці та кришці шатуна (див. рис. 66) опинилися на одному боці. Це остання можливість виправити можливу помилку.
Змастіть на кришці місця прилягання гайок. Гайки затягуйте таким чином:
- у першій фазі почергово моментом 30 Нм,
- у другій фазі доверніть їх до 90°.
Після встановлення шатунів кілька разів переверніть колінчастий вал, щоб перевірити якість складання.
Ще раз перевірте маркування всіх шатунів та правильність встановлення поршнів. Перевірте щупом зазор між бічною поверхнею кришки шатунного підшипника та щокою кривошипу (Мал. 79). Це осьовий люфт шатунного підшипника, його величина не повинна перевищувати 0,40 мм.

Інші операції виконуйте в послідовності, зворотному розбиранні, завершуючи складання установкою піддону масляного картера.
Цю операцію потрібно робити перед збиранням двигуна.
Картина нормального зношування поверхні показана лінією «а», а лінія «1» показує надмірне зношування, викликане недоліком масла.
Коментарі відвідувачів