
Вставте клапан у втулку і притисніть до сідла.
Виміряйте відстань «А» між кінцем клапана та верхнім краєм головки (див. рис. 52).
Визначте допустимий розмір робочої фаски, віднімаючи від виміряної величини «А» допустиму мінімальну віддаленість кінця стрижня від краю головки блоку, яка становить 35,8 мм для впускного клапана та 36,1 мм для випускного клапана.
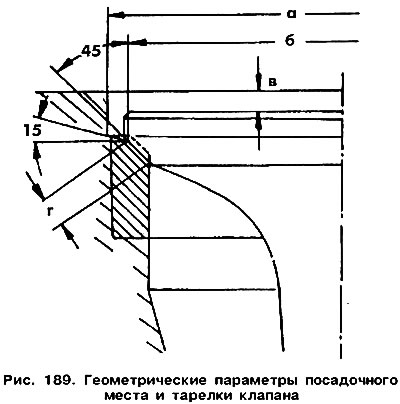
Перевірте сідла на знос. Невеликі сліди зношування можна виправити фрезою з кутом 45°. Якщо робоча фаска має глибокі раковини, сідла мають бути оброблені знову. Сідла піддаються фрезерування, коли замінюють напрямні втулки. Спочатку обробляється власне робоча фаска фрезою з кутом 45°, а потім верхня частина фрезою з кутом 15°, щоб ширина робочого пояска становила 2,0 мм для клапанів впускних і 2,4 мм для випускних.
Обробка закінчується після досягнення необхідної ширини робочої фаски. Рекомендується перевіряти, щоб робоча фаска не була надто заглиблена в голівку. Для цього клапан вставляють у сідло та за допомогою глибиноміру вимірюють розмір «в» (див. рис. 189). Якщо він перевищує 1,5 мм, то сідло надмірно заглиблене і головка має бути замінена.
Увага! Якщо у двигуні встановлена головка з розподільчим валом після відновлення на заводі-виробнику, установка клапанних зазорів не потрібна (в автомобілях, виготовлених із 1986 р.), оскільки головка обладнана гідроштовхачами. Рекомендується добре змастити поверхні зіткнення штовхачів із кулачками розподільчого валу перед встановленням головки. Пластмасові ковпачки, що запобігають випаданню клапана, можуть бути зняті тільки після встановлення головки.
Після механічної обробки сідла робочі фаски сідла та клапана необхідно притерти. Для цього слід покрити фаски поверхні притиральної пастою і вставити клапан в отвір. Закріпіть на клапані пристрій і, притискаючи до сідла, повертайте клапан в обох напрямках (див. рис. 53). Після цього видаліть пасту та очистіть усі деталі. Перевірте фаски тарілки клапана та сідла. На обох поверхнях має бути видно суцільне матове кільце шириною, що відповідає ширині робочої фаски. На робочій поверхні тарілки клапана зробіть олівцем кілька міток приблизно через 1 мм, вставте клапан у втулку та втопіть тарілку в сідло. Сильно натиснувши, переверніть клапан на 900. Вийміть клапан і перевірте, чи сліди олівця зникли з робочої фаски. Якщо ширина паска знаходиться в допустимих межах, можна приступати до встановлення головки блоку. В іншому випадку треба продовжити притирання або встановити відновлену головку блоку.
Коментарі відвідувачів