
На валковій площині головки блоку закріпіть утримувач індикатора (Мал. 187). Клапан висуньте з втулки настільки, щоб кінець стрижня виявився заподлицо з торцем втулки з іншого боку головки.
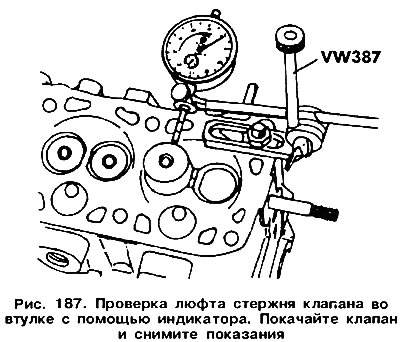
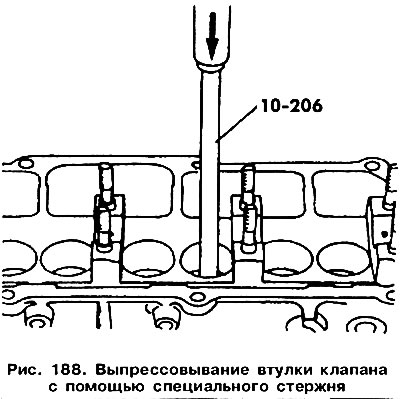
Покачайте клапан у поперечному напрямку за тарілку клапана та зніміть показання індикатора. Якщо вони перевищують 1,3 мм, то слід замінити втулку. Перед заміною втулки слід оцінити загальний технічний стан головки блоку. Невеликі тріщини між сідлами клапанів допустимі, якщо ширина не перевищує 0,5 мм (див. рис. 47). Для заміни втулки необхідно випресувати її з головки блоку з боку розподільного валу за допомогою стрижня, рівного або дуже близького діаметром до діаметра втулки. Роботу можна полегшити, попередньо підігрівши головку. Використовуваний для випресування стрижень повинен мати проточку меншого діаметра, що відповідає діаметру отвору. Оправлення виконання цієї операції показано на рис. 188. Разом із заміною втулок замінюють і клапани, а параметри сідел клапанів коригуються шляхом фрезерування (див. нижче). Нові втулки добре змастіть і запресовуйте в холодну головку блоку з боку розподільчого валу до того моменту, коли буртик більшого діаметра упреться в головку блоку. З цього моменту не можна збільшувати силу тиску на оправлення, оскільки це може призвести до зрізання буртику.
Після встановлення втулки обробіть її внутрішній діаметр спеціальною розгорткою. Якщо такої розгортки немає, можна скористатися іншою розгорткою на 8 мм для впускних та випускних клапанів.
Увага! Сідла клапанів слід фрезерувати лише після заміни втулок.
Коментарі відвідувачів