
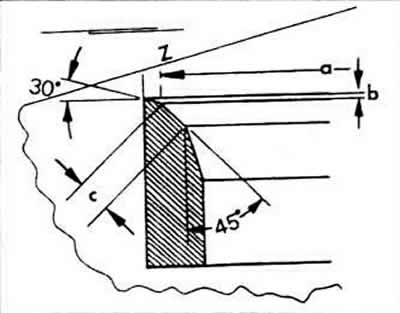
Principalii parametri ai supapelor de admisie:
- a - diametrul scaunului supapei, vezi tabelul de dimensiuni și parametrii de reglare;
- b - dimensiunea maximă a procesării;
- c - 1,5-1,8 mm - lățimea scaunului supapei;
- Z - marginea inferioară a chiulasei;
- 30°- unghi de corecție superior;
- 45°- unghiul scaunului supapei.
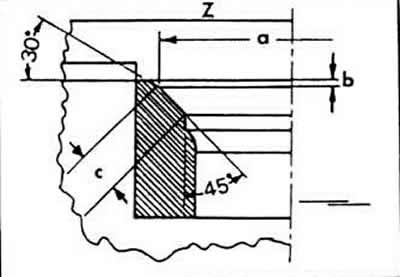
Principalii parametri ai supapelor de evacuare:
- a - diametrul scaunului supapei, vezi tabelul de dimensiuni și parametrii de reglare;
- b - dimensiunea maximă a procesării;
- c - 1,5 mm - lățimea scaunului supapei;
- Z - marginea inferioară a chiulasei;
- 30°- unghi de corecție superior;
- 45°- unghiul scaunului supapei.
Următoarele măsurători trebuie efectuate pentru a determina cantitatea de procesare suplimentară.
Introduceți supapa în ghidajul său și apăsați ferm în scaun.
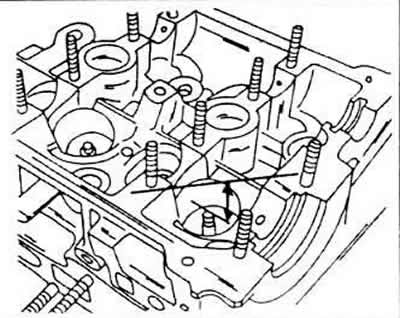
Măsurați distanța -săgeată- (A) între scaunul supapei și marginea superioară a chiulasei.
Calculați dimensiunea suplimentară de frezare maximă admisă a valorii măsurate și dimensiunea minimă admisă. Pentru un cap normal, această dimensiune este de 34,4 mm (pentru supapele de evacuare) și 34,7 (pentru supapele de admisie). Dacă scadeți distanța minimă din valoarea măsurată, obțineți dimensiunea maximă admisă (b).
Scaunele supapelor trebuie frezate suplimentar dacă sunt introduse noi ghidaje de supapă.
Procedând astfel, aceștia acționează după cum urmează.
Frezați un unghi de 45°și apoi utilizați o freză de 30°pentru a prelucra ușor marginea superioară a scaunului pentru a reduce lățimea scaunului supapei la o dimensiune de 1,5-1,8 mm (pentru supapele de admisie) sau 1,8 mm (pentru supapele de evacuare). Frezarea trebuie oprită imediat ce lățimea scaunului atinge valoarea specificată, acum diametrul scaunelor supapei de evacuare scade treptat. când frezați din nou șeile, acordați atenție pentru a nu încălca raza acestui tobogan.
Pentru a evita pătrunderea prea adâncă a scaunului în chiulasă, trebuie efectuată măsurarea de mai sus.
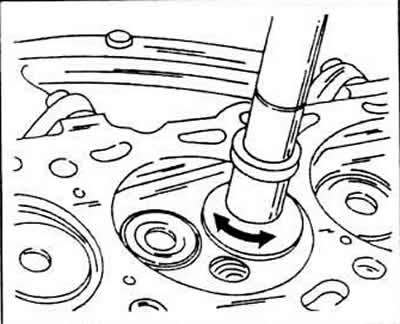
Slefuiti scaunele supapelor reprelucrate prin lubrifierea suprafetelor scaunelor supapelor cu pasta de slefuire si introducerea supapei in scaunul corespunzator. Mutați suflanta la supapă și mutați supapa dintr-o parte în alta.
După șlefuire, curățați cu grijă toate piesele de murdărie și pasta de șlefuit și verificați scaunul supapei din zona discului supapei, precum și inelul scaunului. Ambele părți ar trebui să prezinte un inel continuu opac care definește lățimea scaunului supapei.
Cu un creion, aplicați câteva mișcări pe placa supapei. Cursurile trebuie trasate într-un cerc la o distanță de aproximativ 1 mm. Apoi coborâți cu grijă supapa în ghidaj și scaun, apoi rotiți-l cu 90°. Apăsați ușor supapa.
Scoateți supapa și verificați dacă semnele de creion au dispărut de pe inelul scaunului. Dacă lățimea scaunului supapei este în limitele specificate, capul poate fi montat din nou. În caz contrar, prelucrați scaunele supapelor sau, în cele mai rele cazuri, introduceți un cap de schimb.
Comentariile vizitatorilor