
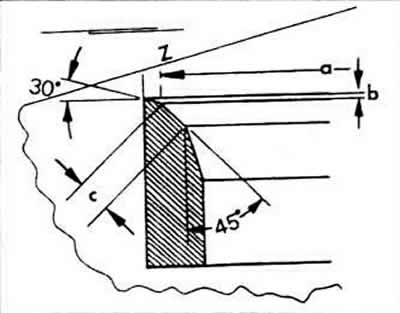
Основни параметри на всмукателните клапани:
- a - диаметър на седлото на клапана, вижте таблицата с размери и параметри за настройка;
- b - максимален размер на обработка;
- с - 1,5-1,8 мм - ширина на седлото на клапана;
- Z - долен ръб на главата на цилиндъра;
- 30° - горен корекционен ъгъл;
- 45° - ъгъл на леглото на клапана.
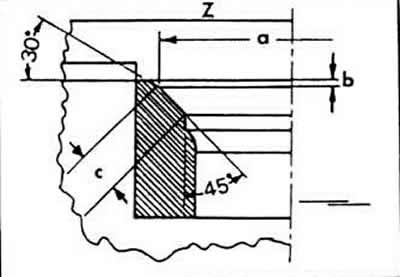
Параметри на главния изпускателен клапан:
- a - диаметър на седлото на клапана, вижте таблицата с размери и параметри за настройка;
- b - максимален размер на обработка;
- c - 1,5 mm - ширина на леглото на клапана;
- Z - долен ръб на главата на цилиндъра;
- 30° - горен корекционен ъгъл;
- 45° - ъгъл на леглото на клапана.
Трябва да се направят следните измервания, за да се определи количеството допълнителна обработка.
Поставете вентила в неговия водач и натиснете здраво в седалката.
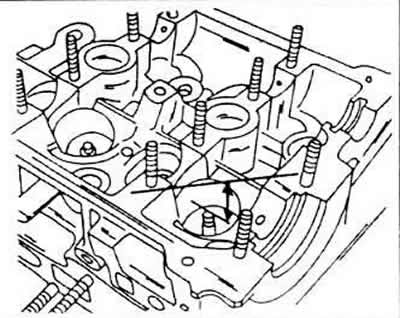
Измерете разстоянието -стрелка- (a) между леглото на клапана и горния ръб на главата на цилиндъра.
Изчислете максимално допустимия допълнителен размер на фрезоване на измерената стойност и допустимия минимален размер. За нормална глава този размер е 34,4 mm (за изпускателни клапани) и 34,7 (за всмукателни клапани). Ако минималното разстояние се извади от измерената стойност, се получава допустимият максимален размер (b).
Седлата на клапаните трябва да бъдат допълнително фрезовани, ако се поставят нови водачи на клапани.
При това те действат по следния начин.
Фрезовайте под ъгъл 45° и след това използвайте фреза от 30°, за да обработите леко горния ръб на леглото, за да намалите ширината на леглото на клапана до 1,5-1,8 mm (за входящи клапани) или 1,8 mm (за изпускателни клапани)). Фрезоването трябва да бъде спряно веднага щом ширината на седалката достигне определената стойност, сега диаметърът на седалките на изпускателните клапани постепенно намалява. при повторно фрезоване на седла, обърнете внимание на за да не се наруши радиуса на този слайд.
За да се избегне прекалено дълбоко проникване на гнездото в главата на цилиндъра, трябва да се извърши горното измерване.
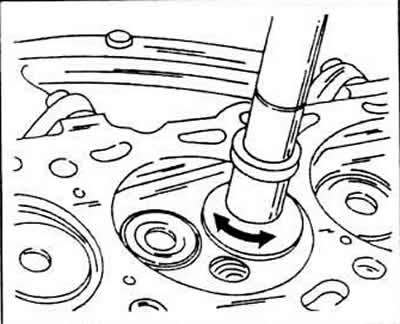
Шлайфайте преработените легла на клапаните, като смажете повърхностите на леглата на клапаните с паста за смилане и поставите клапана в подходящото гнездо. Преместете вентилатора към вентила и преместете клапана от една страна на друга.
След смилането внимателно почистете всички части от мръсотия и шлифовъчна паста и проверете седлото на клапана в областта на диска на клапана, както и пръстена на седлото. И двете части трябва да показват непрекъснат непрозрачен пръстен, определящ ширината на леглото на клапана.
С молив нанесете няколко щриха върху пластината на клапана. Щрихите трябва да бъдат начертани в кръг на разстояние приблизително 1 mm. След това внимателно спуснете вентила във водача и седлото и след това завъртете на 90°. Натиснете леко вентила.
Отстранете клапана и проверете дали следите от молив са изчезнали от пръстена на седалката. Ако ширината на леглото на клапана е в посочените граници, главата може да се монтира отново. В противен случай разработете леглата на клапаните или в най-лошия случай поставете нова глава.
Коментари на посетители