
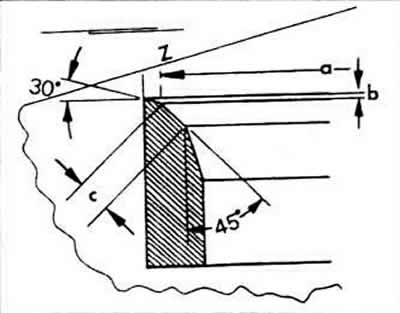
Основні параметри впускних клапанів:
- а - діаметр сідла клапана, див. таблицю розмірів та регулювальних параметрів;
- b – максимальний розмір обробки;
- з – 1,5-1,8 мм – ширина сідла клапана;
- Z – нижня кромка головки блоку циліндрів;
- 30°- верхній поправний кут;
- 45°- кут сідла клапана.
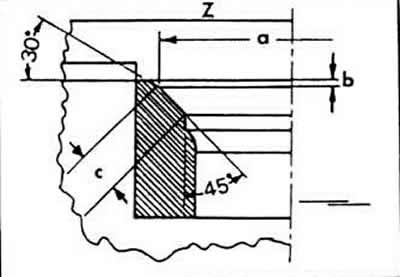
Основні параметри випускних клапанів:
- а - діаметр сідла клапана, див. таблицю розмірів та регулювальних параметрів;
- b – максимальний розмір обробки;
- з – 1,5 мм – ширина сідла клапана;
- Z – нижня кромка головки блоку циліндрів;
- 30°- верхній поправний кут;
- 45°- кут сідла клапана.
Потрібно провести наступні виміри, щоб визначити розмір додаткової обробки.
Вставте клапан у напрямну і сильно втисніть у сідло.
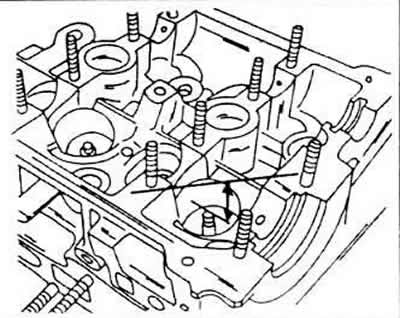
Виміряйте відстань -стрілка- (а) між місцем упору клапана та верхньою кромкою головки блоку циліндрів.
Розрахуйте максимально допустимий розмір додаткового фрезерування вимірюваної величини та допустимого мінімального розміру. Для нормальної головки цей розмір складає 34,4 мм (для випускних клапанів) та 34,7 (для впускних клапанів). Якщо відняти від виміряної величини мінімальну відстань, виходить допустимий максимальний розмір (b).
Сідла клапанів треба додатково фрезерувати у разі, якщо вставляються нові напрямні клапанів.
При цьому діють так.
Відфрезеруйте кут 45°, а потім 30°фрезою злегка обробіть верхню кромку сідла, щоб зменшити ширину сідла клапана, довівши її до розміру 1,5-1,8 мм (для впускних клапанів) або 1,8 мм (для випускних клапанів). Фрезерування слід припинити, як тільки ширина сідла досягне зазначеної величини, тепер діаметр сідел випускних клапанів плавно знижується. при додатковому фрезеруванні сідел зверніть увагу на те. щоб не порушити радіус цього зниження.
Щоб уникнути занадто глибокого врізання сідла в головку блоку циліндрів, слід провести вказаний вище вимір.
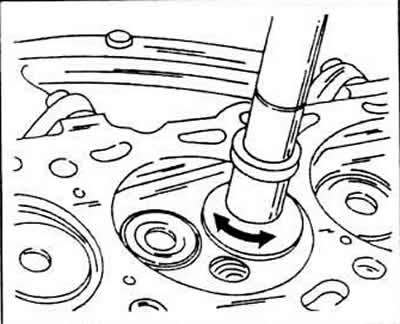
Дошліфуйте додатково оброблені сідла клапанів, для цього змастіть поверхні сідел клапанів шліфувальною пастою і вставте клапан у відповідне сідло. Підведіть повітродувний пристрій до клапана і переміщуйте клапан збоку.
Після шліфування ретельно очистіть усі деталі від бруду та шліфувальної пасти та перевірте сідло клапана в зоні тарілки клапана, а також посадкове кільце. На обох деталях має бути видно безперервне матове кільце, що визначає ширину сідла клапана.
Нанесіть олівцем кілька штрихів на тарілці клапана. Штрихи слід прокреслити по колу на відстані приблизно 1 мм. Після цього обережно опустіть клапан у напрямну та сідло, а потім поверніть на 90°. Злегка натисніть на клапан.
Вийміть клапан і перевірте, чи зникли олівці з посадкового кільця. Якщо значення ширини сідла клапана лежить у встановлених межах, головку можна знову вмонтувати. В іншому випадку підробіть сідла клапанів або в найгірших випадках вставте запасну головку.
Коментарі відвідувачів