
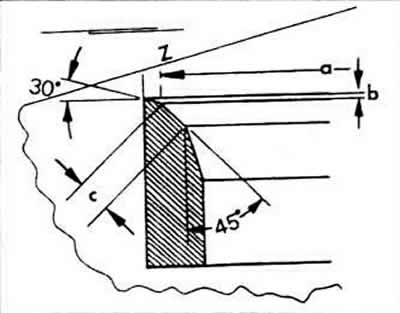
Асноўныя параметры впускных клапанаў:
- а - дыяметр сядла клапана, гл. табліцу памераў і рэгулявальных параметраў;
- b - максімальны памер апрацоўкі;
- з - 1,5-1,8 мм - шырыня сядла клапана;
- Z - ніжняя абза галоўкі блока цыліндраў;
- 30°- верхні паправачны кут;
- 45°- кут сядла клапана.
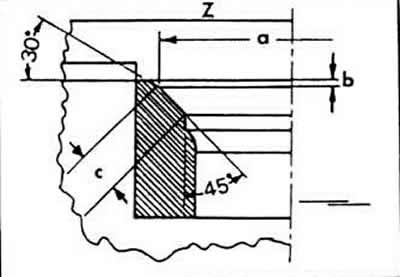
Асноўныя параметры выпускных клапанаў:
- а - дыяметр сядла клапана, гл. табліцу памераў і рэгулявальных параметраў;
- b - максімальны памер апрацоўкі;
- з - 1,5 мм - шырыня сядла клапана;
- Z - ніжняя абза галоўкі блока цыліндраў;
- 30°- верхні паправачны кут;
- 45°- кут сядла клапана.
Трэба правесці наступныя вымярэнні, каб вызначыць памер дадатковай апрацоўкі.
Устаўце клапан у яго накіроўвалую і моцна ўціснеце ў сядло.
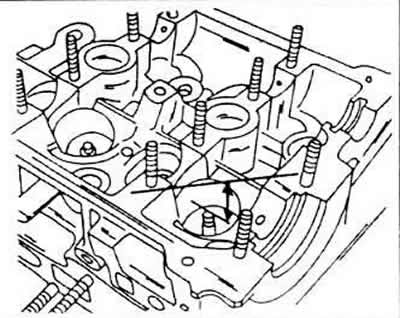
Вымерайце адлегласць -стрэлка- (а) паміж месцам упора клапана і верхнім беражком галоўкі блока цыліндраў.
Разлічыце максімальна дапушчальны памер дадатковага фрэзеравання вымеранай велічыні і дапушчальнага мінімальнага памеру. Для звычайнай галоўкі гэты памер складае 34,4 мм (для выпускных клапанаў) і 34,7 (для впускных клапанаў). Калі адняць ад вымеранай велічыні мінімальную адлегласць, атрымліваецца дапушчальны максімальны памер (b).
Сядла клапанаў трэба дадаткова фрэзераваць у выпадку, калі ўстаўляюцца новыя накіроўвалыя клапанаў.
Пры гэтым дзейнічаюць наступным чынам.
Адфрэзерыруйце кут 45°, а затым 30°-ный фрэзай злёгку апрацуйце верхнюю абзу сядла, каб паменшыць шырыню сядла клапана, давёўшы яе да памеру 1,5-1,8 мм (для впускных клапанаў) або 1,8 мм (для выпускных клапанаў). Фрэзераванне варта спыніць, як толькі шырыня сядла дасягне паказанай велічыні, зараз дыяметр сёдлаў выпускных клапанаў плыўна паніжаецца. пры дадатковым фрэзераванні сёдлаў звернеце ўвагу на тое. каб не парушыць радыус гэтага паніжэння.
Каб пазбегнуць занадта глыбокага ўразання сядла ў галоўку блока цыліндраў, варта правесці вышэйпаказанае вымярэнне.
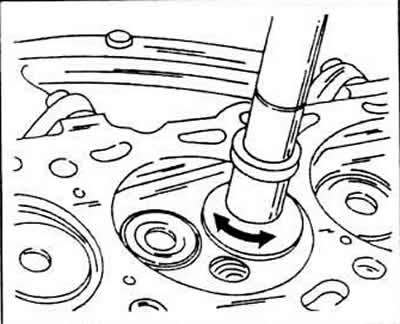
Дашліфуйце дадаткова апрацаваныя сядлы клапанаў, для гэтага вышмаруйце паверхні сёдлаў клапанаў шліфавальнай пастай і ўстаўце клапан у якое адпавядае сядло. Падвядзіце паветранадзіманую прыладу да клапана і перамяшчайце клапан з боку бок.
Пасля шліфавання старанна ачысціце ўсе дэталі ад бруду і шліфавальнай пасты і праверце сядло клапана ў зоне талеркі клапана, а таксама пасадкавае кольца. На абедзвюх дэталях павінна быць відаць бесперапыннае матавае кольца, якое вызначае шырыню сядла клапана.
Алоўкам вырабіце некалькі рысак на талерцы клапана. Рыскі варта прачарціць па крузе на адлегласці, прыкладна роўным 1 мм. Пасля гэтага асцярожна апусціце клапан у накіроўвалую і сядло, а затым павярніце на 90°. Злёгку націсніце на клапан.
Выміце клапан і праверце, ці зніклі алоўкавыя рыскі з пасадкавага кольца. У выпадку, калі значэнні шырыні сядла клапана ляжаць ва ўсталяваных межах, галоўку можна зноў умантаваць. У адваротным выпадку падпрацуйце сядла клапанаў ці ў горшых варыянтах устаўце запасную галоўку.
Каментары наведвальнікаў