
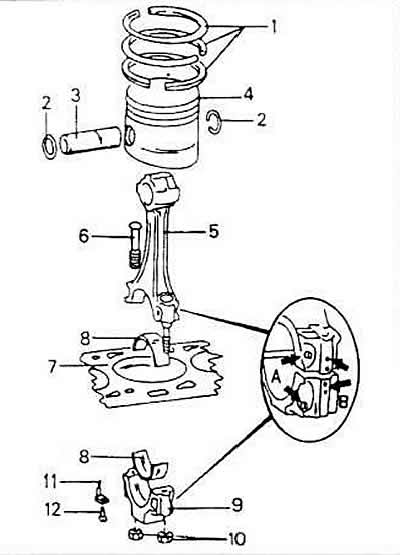
А - маркування шатунів та кришок;
В - положення литих горбків;
1 - поршневі кільця;
2 - пружинне стопорне кільце для поршневого пальця;
3 - поршневий палець;
4 – поршень;
5 - шатун:
6 – гвинт шатуна;
7 – блок циліндрів;
8 – вкладиші підшипника шатуна;
9 – кришка підшипника шатуна;
10 гайки кришки шатуна;
12 – гвинт, 10 Нм.
Демонтаж
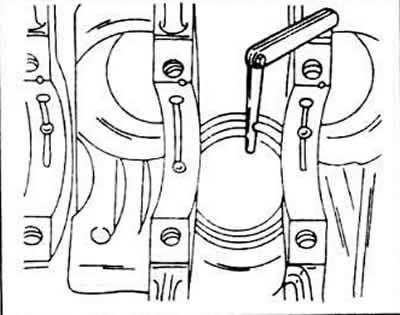
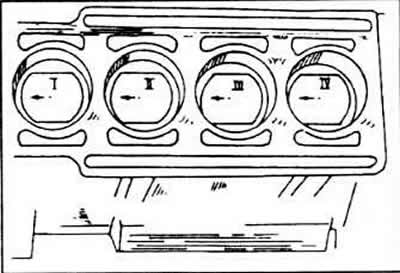
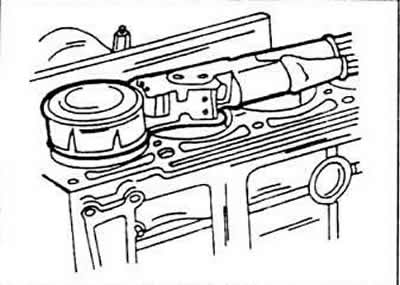
Поршні та шатуни виштовхують вгору з внутрішньої сторони блоку циліндрів, використовуючи ручку молотка та попередньо знявши кришки шатунних підшипників та вкладиші. Перед виконанням цих робіт потрібно взяти до уваги наведені нижче вказівки щодо маркування, напряму установки тощо.
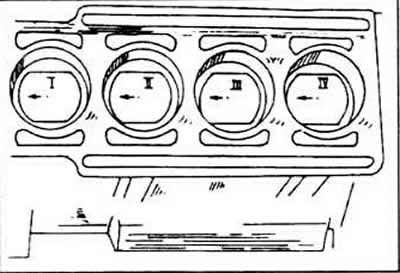
Промаркуйте на кожному поршні і шатуні номер циліндра, з якого вони були витягнуті. Найкраще це зробити, позначивши номер циліндра фарбою на дно поршня, намалюйте також на дно поршня стрілку, звернену до передньої сторони двигуна.
При демонтажі поршня разом із шатунами зверніть увагу на правильний напрямок встановлення кришки шатунного підшипника і відразу після демонтажу нанесіть на шатун та кришку підшипник з одного боку номер циліндра. Найкраще здійснити це за допомогою кернера (циліндр №1 - один удар кернера і т.п.).
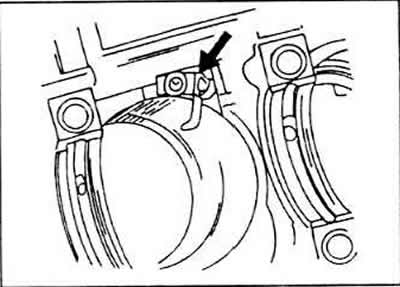
Шатуни і кришки потрібно збирати таким чином, щоб обидва литі горбки опинилися один проти одного. Обидва горбки після установки звернені до ремінного шківа колінчастого валу.
Для охолодження поршнів встановлюються маслорозпилювачі.
Позначте вкладиші підшипників на їх відповідність певному шатуну і кришці підшипника. Позначте також фарбою на звороті верхні та нижні вкладки підшипників.
При демонтажі поршнів дійте в такий спосіб.
Видаліть кришки підшипників та вкладиші та виштовхніть деталі, як було згадано вище. У разі потреби зіскребіть шабером маслоущільнювальне кільце на верхній стороні отворів циліндрів.
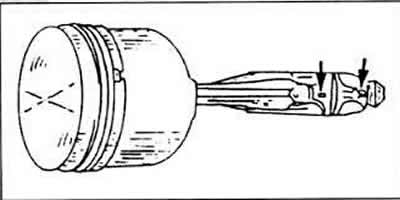
Видавіть поршневі кільця після видалення стопорних затискачів. Завдяки наявності виїмки у оглядовому отворі поршня можна вставити оправлення, щоб витягти стопорні елементи. За допомогою поршневої оправки випресуйте поршневий палець.
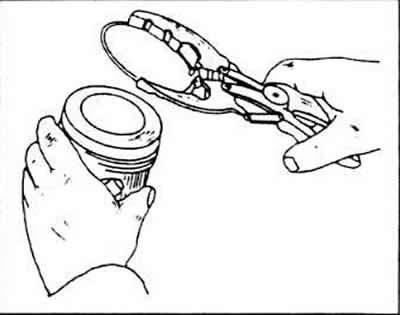
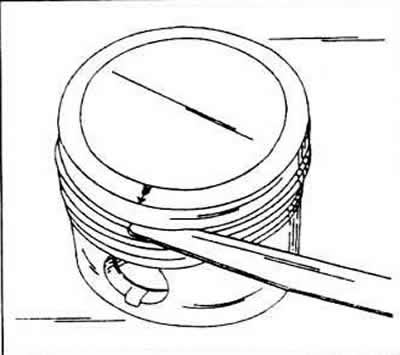
Поршневі кільця по черзі зніміть за допомогою спеціальних щипців для зняття кілець, переміщуючи їх у бік днища поршня. Якщо кільця використовуватимуться повторно, слід позначити їх відповідним чином.
Якщо в розпорядженні немає щипців для зняття поршневих кілець, під кільце можна з протилежних сторін вставити металеві смужки. Щоб уникнути подряпин, смужку треба просунути вниз під кільце.
Вимірювання внутрішніх діаметрів циліндрів
Для вимірювання внутрішніх діаметрів циліндрів потрібен циліндричний індикатор стрілки, за допомогою якого можна обміряти верхню сторону, середню частину і нижню сторону отвору. У випадку, якщо стрілочного індикатора немає, можна провести наступні операції. Виміряйте внутрішні діаметри циліндрів у поздовжньому та поперечному напрямках. Крім того, проведіть вимірювання 10 мм від верхньої кромки, 10 мм від нижньої кромки і ще раз посередині. Таким чином, потрібно загалом провести по шість обмірів кожного циліндричного отвору. Запишіть усі отримані дані та зіставте їх із наведеними в таблиці розмірів та регулювальних параметрів.
Слід звернути увагу. що всі циліндри повинні бути розточені додатково, якщо розмір хоча б одного з циліндрів не вкладається в табличні показники. Допустимо відхилення 0,08 мм від заданих розмірів. Негабаритні поршні, розміри яких вказані в таблиці розмірів та регулювальних параметрів, є у продажу. Остаточний розмір внутрішнього отвору циліндра визначається шляхом вимірювання поршня в 10 мм від нижньої кромки тронкової частини поршня і під прямим кутом до отвору поршневого пальця; потім до цього значення треба додати робочий зазор поршня, що дорівнює 0,03 мм. Крім того, треба врахувати заключне хонінгування, додавши 0,02 мм.
Для контролю робочого зазору поршня треба описаним способом виміряти поршень та внутрішній діаметр циліндра та обчислити різницю між розмірами на діаметр циліндра. Якщо результат більший за 0,08 мм, циліндри потрібно розшліфувати.
Перевірка поршнів та шатунів
Ретельно перевірте усі деталі. У разі ознак задира, подряпин або зношування деталей їх потрібно замінити. Проведіть такі випробування поршнів.
Виміряйте висоту зазору поршневих кілець у пазах поршня, по черзі вставляючи поршневі кільця у відповідний паз. За допомогою товщиноміра визначте розмір зазору між площинами кільця та паза поршня. Якщо зазор якого-небудь кільця перевищує 0,15 мм, воно або поршень зношені. Номінальна величина зазору лежить у межах 0,02-0,05 мм.
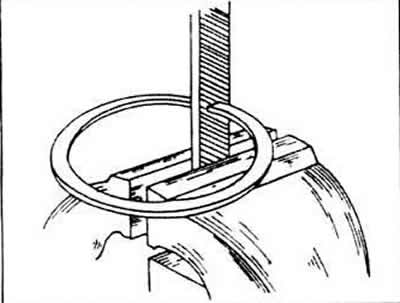
По черзі з нижньої сторони картера вставте до отвору циліндрів усі поршневі кільця. Перевернувши поршень, натисніть на кільця, змістивши їх униз на 15 мм. Завдяки цьому вони сядуть у отвір без перекосу.
Вставте товщиномір у зазор між обома кінцями кілець, щоб виміряти стиковий зазор поршневих кілець. Для ущільнювальних кілець зазор становить 03-045 мм; для маслознімних кілець - 0,25-0,64 мм. Межа зносу всіх кілець дорівнює 1 мм.
При надто малому зазорі (наприклад, у нових кілець, які також треба обміряти), кінці кілець можна опилити. Для цього затисніть у лещатах особистий напилок, при занадто великому стиковому зазорі відповідне кільце слід замінити.
Перевірте ступінь зношування поршневого пальця та шатунної втулки, а також наявність задир на них. Навіть якщо тільки один шатун втратив свої функціональні якості, потрібно замінити весь комплект.
Гайки шатунних підшипників треба завжди замінювати.
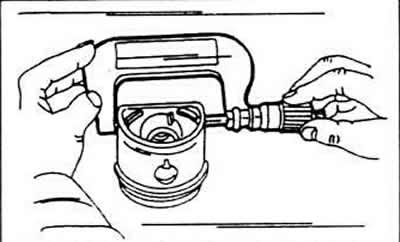
За допомогою приладу для оправлення шатунів перевірте шатуни на скручування або викривлення.
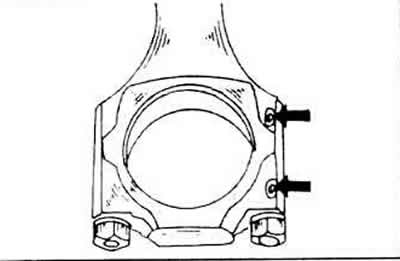
Перевірте відсутність пошкоджень гвинтів шатунних підшипників і замініть їх у разі потреби.
Складання поршнів шатунів
Якщо були демонтовані розпилювачі для охолодження поршня, змастіть гвинти засобом для запобігання різьблення AMV 188 100.02; знову встановіть розпилювачі та затягніть гвинти до 10 Нм.
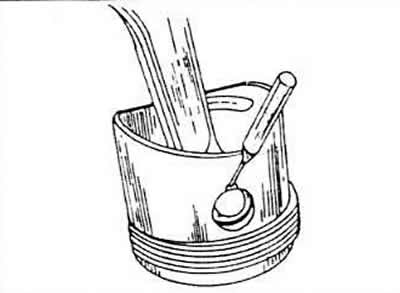
Нагрійте поршень до 60°С (поклавши в гарячу воду). Скористайтеся відповідною оправкою, яку можна вставити у внутрішню частину поршневого пальця.
Утисніть поршневий палець рукою в розігрітий поршень і шатун.
При складанні поршнів і шатунів необхідно врахувати таке.
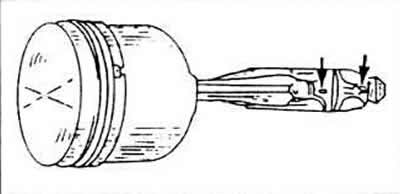
Стрілка на дно поршня (намальована або в нових поршнях вибита) має бути звернена до передньої сторони двигуна.
Литі горбки на шатуні та кришці підшипника повинні бути звернені до ремінного шківа двигуна.
Позначення номера циліндра на шатуні та кришці підшипника повинні збігатися.
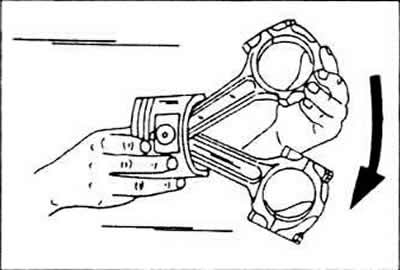
Перевірте, щоб після складання поршень бездоганно вплинув на шатун, здійснюючи зворотно-поступальний рух - стрілка.
За допомогою щипців для поршневих кілець по черзі вставте поршневі кільця в пази. Можна переплутати обидва кільця ущільнювачів, тому, перш ніж встановити їх, придивіться до поперечних перерізів. Крім того, обидва ущільнювальні кільця з одного боку позначені словами «Тор» («Низ») або «Oben» («Вгору»); після надягання кільця цей напис повинен бути видно відповідно з боку днища поршня.
Монтаж поршнів та шатунів
Добре змастіть маслом отвори циліндрів.
Усі шатуни розраховані на відповідні номери циліндрів. Литі горбки на шатуні та кришці підшипника повинні бути спрямовані до ремінного шківа колінчастого валу.
Стрілки на днищі поршня повинні бути звернені до передньої сторони двигуна.
Поступово розподіліть стики поршневих кілець по периметру поршня під кутом 120°один від одного.
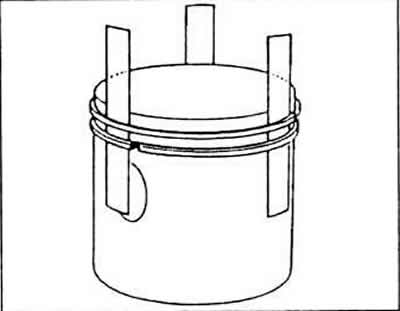
Поршневі кільця оберніть поясом для закріплення поршневих кілець і вдавіть кільця в пази. Перевірте, чи вони оптимально втиснуті в пази.
Щоб не подряпати отвір, надягніть на шпильки шатуна короткі гумові або пластикові рукави.
Повертайте колінчастий вал доти, доки дві шатунні шийки не опиняться в мертвій точці.
Вставте шатун зверху в отвір. Для цього покладіть двигун на бік, щоб можна було спрямувати шатун на опорну шийку, не подряпавши при цьому отвір чи шатунний палець. Вкладиш шатунного підшипника вже повинен бути на шатуні, виступом у виїмці.
Зсувайте поршень, поки кільця по черзі не зісковзнуть в отвір і ніжка шатуна не сяде на шийку шатунну.
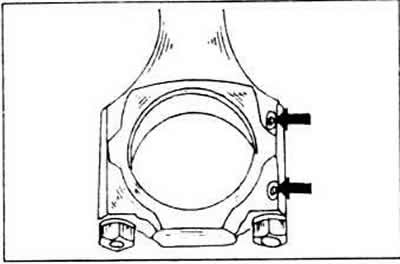
Другий вкладиш підшипника вставте в кришку підшипника, добре змастіть маслом вкладиш, притисніть кришку до шпильок шатуна і злегка постукайте. Звісно, попередньо треба знову зняти гумові рукави. Неодмінно простежте за тим, щоб обидва литі настановні знаки зійшлися, оскільки в останній момент ще можна зробити помилку.
Змастіть олією поверхні прилягання гайок до кришки шатунного підшипника.
Поперемінно затягніть гайки кришки шатунного підшипника до моменту затягування, що дорівнює 30 Нм, і з цього кінцевого положення поверніть їх на 90°, тобто. на чверть обороту.
Після монтажу шатуна кілька разів поверніть колінчастий вал. щоб негайно визначити місця затискання.
Ще раз перевірте маркування всіх шатунів і подивіться також, чи повернути поршня в потрібному напрямку.
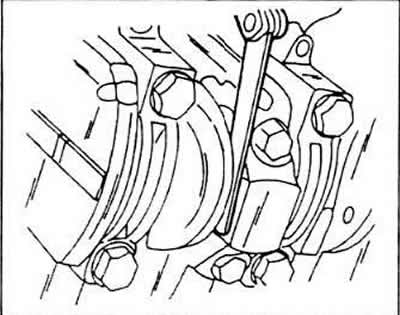
За допомогою товщиноміра виміряйте величину зазору між бічною поверхнею шатуна і наполегливою поверхнею колінчастого валу. Це осьовий зазор шатунних підшипників, його величина не повинна перевищувати 0,37 мм.
Змонтуйте олійну ванну.
Коментарі відвідувачів