
A) Głowicę z komorami spalania stawiamy na stojaku w warsztacie i układamy drewniane klocki z każdej strony.
B) Do płytki zaworowej od strony komory spalania mocujemy nakrętki miedziane lub mosiężne, którymi będziemy obracać zawór podczas fugowania
V) Pod płytkę zaworową podłożymy np. miękką sprężynę. z pompy paliwa. Wyrwie zawór z kielicha podczas fugowania,
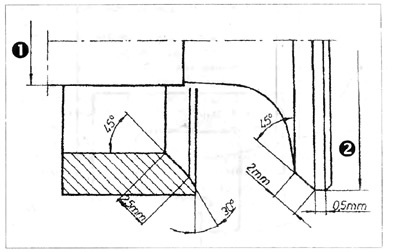
Ryc. 1.9. Wymiary gniazda zaworu i głowicy
1 - wlot - 7,97, wydech - 7,95; 2 - wlot - 34 mm, wydech - 31 mm
Uwaga: Oderwanie zaworu od powierzchni przeznaczonej do przecierania po określonym czasie jest konieczne dla stałego dopływu pasty do zamontowanego gniazda.
G) Na powierzchnię gniazda nakładamy odrobinę gruboziarnistej pasty karborundowej i za pomocą szlifierki zakończonej np. kluczem obcieramy oba elementy jeden o drugi o pół obrotu, po pewnym czasie podnosząc zawór do rozprowadzić pastę do wymazywania. Po uzyskaniu matowej powierzchni na gnieździe zaworu i na zaworze należy zetrzeć pastę i powtórzyć tę samą operację z drobnoziarnistą pastą karborundową. Szlifowanie kończy się po uzyskaniu idealnie gładkiego, jasnoszarego matowego pierścienia na zaworze i gnieździe.
Aby sprawdzić szczelność zużytego zaworu należy zamontować go w głowicy wraz ze sprężynami i bezpiecznikami. Jeśli jest to zawór napędowy, naftę należy wlać do portu napędowego tego cylindra. Zamontować głowicę pionowo kolektorem napędowym do góry i odczekać 10 min. Jeśli po tym czasie do komory spalania nie przedostanie się nafta, zawór można uznać za szczelny.
D) Po zakończeniu fugowania konieczne jest dokładne wypłukanie i przedmuchanie komory spalania gniazd zaworowych, otworów prowadzących, kolektorów - wlotowego i wylotowego - z nagarów i pasty wymazującej.
1. Przed montażem nasmarować powierzchnię gniazda zaworu, trzpienia zaworu i otworu prowadzącego.
2. Jeśli to możliwe, porównaj długość sprężyn zaworowych z nowymi i wymień cały komplet, jeśli któryś jest krótszy.
3. Jeśli silnik znajduje się w samochodzie, konieczne jest oczyszczenie spodów tłoków i górnych powierzchni tulei cylindrów. Uważaj, aby osad nie dostał się między tłok a cylinder. Ustaw dwa tłoki w TDC. chronić inne cylindry. Cząsteczki węgla nie mogą dostać się do cylindrów ani do kanałów olejowych i wodnych bloku R. ułatwi to zanieczyszczeniom przedostanie się między tłok a cylinder.
4. W celu zlokalizowania ewentualnego pęknięcia w głowicy należy przed demontażem spuścić płyn chłodzący i napić się wody z dodatkiem tuszu do układu. Rozgrzej silnik, np niektóre wycieki pojawiają się tylko przy gorącej głowicy.Po wyjęciu silnika w miejscach pęknięć pozostaną ślady atramentu.
Jeśli nie można tego zrobić, konieczne jest zatkanie wszystkich otworów wodnych drewnianymi korkami, z wyjątkiem jednego, do którego dostarczane jest sprężone powietrze. Umieszczając głowicę w wannie z gorącą wodą, można zobaczyć pęcherzyki powietrza w miejscach, w których połączenie jest nieszczelne. To samo robimy z kanałami olejowymi.
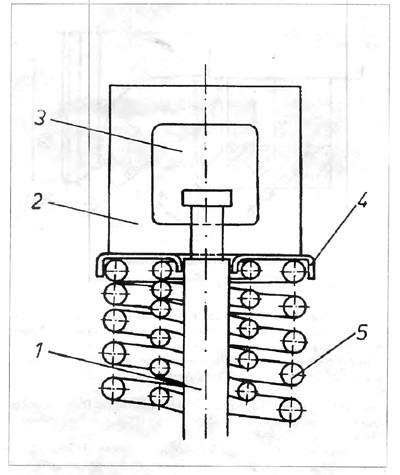
Ryc. 1.10. Instalator pierścieni stożkowych
1 - trzpień zaworu; 2 - urządzenie (dostosowanie); 3 - okienko do montażu bezpieczników; 4 - górny kubek; 5 - zewnętrzna sprężyna zaworu
Komentarze gości