
2. Używając kompresora do sprężyn zaworowych, ściśnij kolejno każdą sprężynę, aby można było zdjąć osłony stożka (zamki). Po wyjęciu stożkowych pierścieni zabezpieczających zwolnij i wyjmij sprężyny zaworów wraz z grzybkami. Jeśli wyjęcie bezpieczników jest trudne, nie zginaj dalej sprężyn, ale podważ je śrubokrętem. Do wyjęcia bezpieczników najlepiej użyć pęsety.
3. Przed wyjęciem zaworów z głowicy należy zwrócić uwagę, do którego cylindra należy. Aby to zrobić, potrzebujesz:
- napełnij zawory pierwszego cylindra - po jednym punkcie na raz,
- drugi - dwa punkty,
- trzecie – trzy punkty,
- po czwarte - nie wypełniaj punktów
Punkty są wypełnione środkowym stemplem (na zaworach ssących i wydechowych) od strony komory spalania, gdy zawór jest bezpiecznie podparty całym obwodem wpustu na gnieździe zaworu.Możemy wypełnić takie miejsca na powierzchni komory spalania, aby nie było wątpliwości podczas montażu. Pierwszy cylinder znajduje się w pobliżu paska rozrządu, czwarty cylinder znajduje się w pobliżu koła zamachowego.
Po wyjęciu zaworów należy je sprawdzić. Bardzo głębokie rysy na powierzchni uszczelniającej, których nie da się spoinować, kwalifikują zawór jako wymagający wymiany. To samo robimy, gdy zawór jest wygięty lub przepalony. Końcówkę drążka należy zeszlifować, aby wyeliminować ślady działania dźwigni zaworu lub popychacza. Węgiel można usunąć z łodygi za pomocą obracającej się metalowej szczotki.
4. Sprawdzić stan dźwigni zaworów.Jeśli na powierzchni styku dźwigni z krzywką widoczne jest pewne zużycie, należy wymienić dźwignię na nową. Jeśli na powierzchni roboczej dźwigni i trzpienia zaworu widoczne jest wgniecenie, powierzchnię dźwigni należy przeszlifować.
5. Następnie sprawdzamy stan sprężyn zaworowych. Pęknięte sprężyny, uszkodzone lub po dłuższym użytkowaniu należy wymienić na nowe. W razie wątpliwości co do ich stanu ugięcie sprężyny można sprawdzić w specjalistycznej firmie pod określonym ciśnieniem.
6. Zdejmij uszczelki prowadnic zaworów. Następnie zdejmij dolne gniazda sprężyn zaworowych (zdjęcie 1.116).

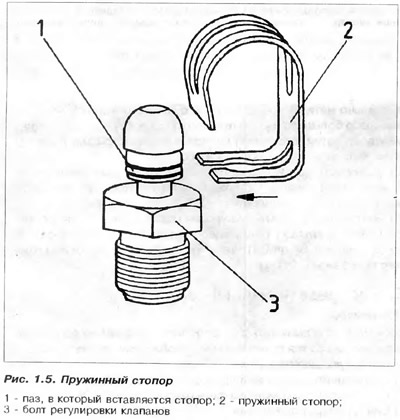
7. Nie ma potrzeby odkręcania śrub z łbem kulistym (Ryż. 1.5), z tym, że będzie to konieczne tylko w przypadku ich uszkodzenia, ponieważ istnieje możliwość zerwania gwintu w głowicy.
8. Osady nagaru należy ostrożnie usunąć skrobakiem, aby nie uszkodzić uszczelnionej powierzchni głowicy i gniazd zaworów.
Konieczne jest również oczyszczenie dysku zaworu, zwracając uwagę na jego uszczelnioną powierzchnię. Częstą usterką silnika spowodowaną dużą ilością sadzy jest samozapłon lub trudność w ustawieniu prawidłowego kąta wyprzedzenia zapłonu. Jest to wykrywane, gdy paliwo jest spalane z stukaniem w silniku, jeśli czas zapłonu jest ustawiony zgodnie z danymi dotyczącymi regulacji.


9. Za pomocą skrobaka należy usunąć wszystkie pozostałości uszczelek, następnie spłukać głowicę naftą, spłukać wodą i przedmuchać sprężonym powietrzem.
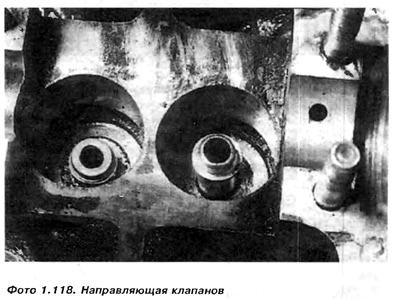
10. Sprawdzić otwory prowadnic zaworów pod kątem zużycia iw razie potrzeby wymienić. Zużycie prowadnicy sprawdzamy poprzez włożenie nowego zaworu do prowadnicy i pomiar przesunięcia grzybka zaworu prostopadle do osi zaworu, od jednego skrajnego położenia do drugiego. Zawór należy włożyć tak, aby górna część trzpienia zaworu znajdowała się w tej samej płaszczyźnie co górna część prowadnicy zaworu.Wielkość tego ruchu nie powinna przekraczać 1 mm dla zaworu dolotowego i 1,3 mm dla zaworu wydechowego. W przypadku starego zaworu wartości te mogą być nieco wyższe. Konieczne jest sprawdzenie prowadnic jeden po drugim. jeśli zmierzone wartości (przy użyciu nowego zaworu) więcej danych, prowadnice należy wymienić. Wybijamy zużytą prowadnicę młotkiem przez młotek wyśrodkowany na otworze lub wyciskamy ją prasą (zdjęcie 1.120). Nowa prowadnica musi dać się wcisnąć i zaleca się podgrzanie głowicy do 70°C. Prowadnicę możemy też włożyć do zamrażarki. Przed wybiciem starego przewodnika. konieczne jest zmierzenie go, ile wznosi się nad powierzchnię z głową, a także wciśnięcie nowego. Przed wciśnięciem należy nasmarować olejem otwór w głowicy oraz prowadnicę. Zamontować głowicę na wysięgniku prasy tak, aby oś otworu w głowicy pokrywała się z osią tłoka prasy. Po wciśnięciu sprawdzić dane nad wartością skoku zaworu.

Jeśli dostępny jest mikrometr i średnicówka do małych otworów, zmierzona szczelina montażowa między zaworem a prowadnicą powinna wynosić od 0,03 do 0,06 mm dla części nowych i do 0,15 mm dla części używanych.

Jeżeli wewnętrzny otwór korektora ulegnie deformacji podczas wgniatania, należy go wywiercić wiertłem kalibracyjnym.
Wcisk nowej prowadnicy w otwór w głowicy powinien wynosić od 0,06 do 0,10 mm.
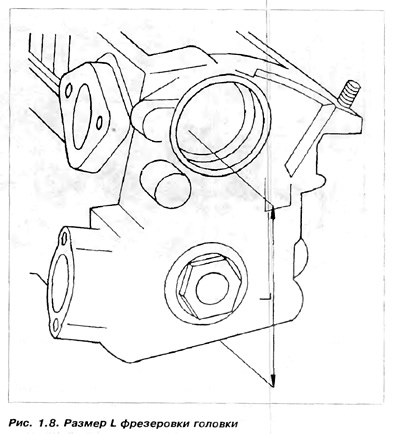
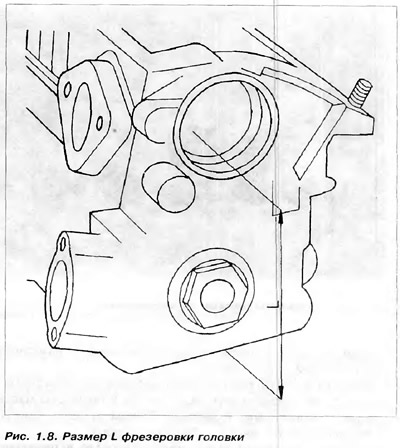
11. Za pomocą linijki i szczelinomierza należy sprawdzić, czy powierzchnia głowicy nie uległa deformacji. Zwróć szczególną uwagę na powierzchnię między komorami spalania. Zapadnięta powierzchnia w tych miejscach powoduje słabszy docisk uszczelki. Ponieważ odległość między cylindrami nie jest bardzo duża, luźny nacisk uszczelki zwiększa możliwość przepalenia uszczelki. Jeżeli w dowolnym miejscu między liniałem a głowicą istnieje możliwość wstawienia szczelinomierza o grubości 0,1 mm, wówczas konieczne jest wykonanie obróbki powierzchniowej głowicy w odpowiednio wyposażonym zakładzie mechanicznym. Częstą przyczyną krzywizny główek si jest nierównomierne dociśnięcie lub dociśnięcie bez poluzowania wszystkich śrub, a później - ich całkowite wykręcenie. Rozmiar L podany jest w danych technicznych. Jeżeli warstwy usunięte podczas obróbki są większe niż 0,5 mm, konieczne jest frezowanie gniazd zaworów w celu obniżenia zaworów głębiej o grubość usuniętej warstwy, co jest konieczne, aby zapobiec uderzaniu tłoka w zawór i uniknąć odkształcenia zaworu. Ta operacja jest wykonywana za pomocą frezów do gniazd zaworów, które są wyśrodkowane wzdłuż osi prowadnicy zaworu. Gniazdo należy również wyfrezować, gdy widoczne są ślady korozji i przepaleń oraz po wymianie zaworów pilotowych.Jeżeli korozja jest niewielka wystarczy ją usunąć pastą szlifierską.
Uwaga: Gniazda zaworów muszą być wymieniane przez specjalistyczną firmę, ponieważ podczas montażu muszą być spełnione określone warunki.
Przed wciśnięciem główki gniazda należy podgrzać ją do 320°C lub schłodzić gniazdo w ciekłym azocie i podgrzać głowicę do 100°C.
12. Sposoby naprawy gniazd zaworów: naprawy gniazd zaworów wykonuje się poprzez frezowanie i fugowanie lub szlifowanie i fugowanie. Omówmy pierwszą metodę, ponieważ. szlifowanie wymaga bardzo drogiej szlifierki. Szlifierki ręczne nie gwarantują odpowiedniej dokładności obróbki, ponieważ przenoszą drgania z silnika elektrycznego (w naszych szlifierkach są często niedostosowane). Skutecznie usuwają stwardniałą powierzchnię gniazda zaworu. Po szlifowaniu na szlifierce stacjonarnej fugowanie nie jest potrzebne Frezowanie ma tę wadę, że fugowanie jest konieczne, ponieważ powierzchnia kielicha po obróbce jest lekko pofalowana. Frez o kącie 90°jest wkładany do uchwytu za pomocą pręta centrującego, który jest wkładany do otworu zaworu kierunkowego i. dociskając go do gniazda, powoli obracaj zgodnie z ruchem wskazówek zegara.Warunkiem prawidłowej obróbki jest:
A) Wykonanie powierzchni montażowej w postaci listwy płaskiej o szerokości od 1,5 do 2,0 mm (Ryż. 1.8)
B) Kąt nachylenia tej listwy powinien wynosić 90°, a powierzchnia listwy powinna być osiowa z otworem prowadnicy zaworu.
Jeżeli podczas frezowania szerokość paska przekroczy dopuszczalną granicę, należy ją zredukować za pomocą dwóch dodatkowych frezów o kącie najpierw 150°, a następnie 30°, frezem o kącie 90°. Głównym problemem jest utrzymanie wyrównania Często otwory prowadnic zaworów i pręt centrujący mają szczelinę, która zapobiega niewspółosiowości.
Źle ustawione gniazdo będzie wymagało długiego fugowania. Możesz spróbować tego uniknąć. Po wyfrezowaniu gniazda (przed fugowaniem) należy włożyć odpowiedni zawór, nacisnąć go lekko palcem, aby pasował, a drugą ręką obrócić go kilka razy, aby normalnie pasował do gniazda. Włożyć wąż ze sprężonym powietrzem do kolektora wlotowego lub wylotowego, ale nie pod bardzo wysokim ciśnieniem. Następnie na wciśnięty zawór należy wlać trochę nafty. Pojawiające się pęcherzyki powietrza wskażą miejsca, w których zawór nie pasuje do gniazda. To właśnie brak współosiowości powoduje, że grzybek zaworu tylko częściowo pasuje na obwodzie do gniazda. Przy pewnych umiejętnościach i kilku próbach można poprawić błąd wyrównania.
Komentarze gości