
2. Koristeći kompresor opruge ventila, stisnite svaku oprugu redom tako da se štitnici konusa mogu ukloniti (brave). Nakon uklanjanja stožastih sigurnosnih prstenova, otpustite i uklonite opruge ventila zajedno s krilcima. Ako je osigurače teško izvaditi, nemojte dalje savijati opruge, već ih odvijte odvijačem. Za vađenje osigurača najbolje je koristiti pincetu.
3. Prije skidanja ventila s glave potrebno je zabilježiti kojem cilindru pripada. Da biste to učinili potrebno vam je:
- napunite ventile prvog cilindra - jednu po jednu točku,
- drugi - dva boda,
- treći - tri boda,
- četvrto - ne ispunjavati bodove
Točke se popunjavaju središnjim udarcem (na usisnim i ispušnim ventilima) sa strane komore za izgaranje, kada je ventil sigurno poduprt cijelim obodom ključa na sjedištu ventila. Takve točke na površini komore za izgaranje možemo popuniti tako da nema sumnje prilikom ugradnje. Prvi cilindar nalazi se u blizini razvodnog remena, četvrti cilindar je u blizini zamašnjaka.
Nakon uklanjanja ventila potrebno ih je pregledati. Vrlo duboke ogrebotine na brtvenoj površini koje se ne mogu injektirati kvalificiraju ventil kao zahtjev za zamjenu. Isto radimo kada je ventil savijen ili izgorio. Kraj šipke mora biti brušen kako bi se uklonili tragovi djelovanja poluge ventila ili gurača. Ugljik se može ukloniti sa stabljike rotirajućom metalnom četkom.
4. Provjerite stanje poluga ventila.Ako je primjetna određena istrošenost na kontaktnoj površini poluge s bregom, tada se poluga mijenja novom. Ako je vidljivo udubljenje na radnoj površini poluge i stabla ventila, tada se površina poluge mora izbrusiti.
5. Zatim provjeravamo stanje opruga ventila. Slomljene opruge, oštećene ili nakon dužeg rada moraju se zamijeniti novima. Ako postoji sumnja u njihovo stanje, savijanje opruge može se provjeriti u specijaliziranoj tvrtki pod određenim pritiskom.
6. Uklonite brtve vodilice ventila. Zatim uklonite donja sjedišta opruge ventila (fotografija 1.116).

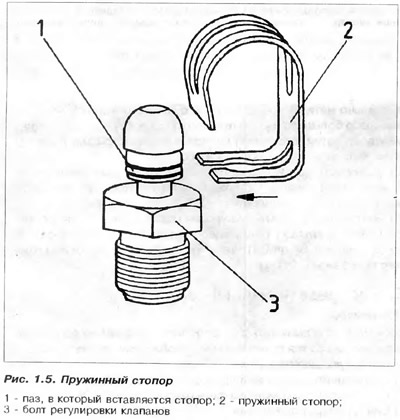
7. Nema potrebe za odvrtanjem vijaka s kuglastom glavom (riža. 1.5), osim što će to biti potrebno samo ako su oštećeni, jer postoji mogućnost skidanja niti u glavi.
8. Naslage ugljika moraju se pažljivo ukloniti strugačem kako se ne bi oštetila zabrtvljena površina glave i sjedišta ventila.
Također je potrebno očistiti disk ventila, pazeći na njegovu zabrtvljenu površinu. Česta greška motora uzrokovana velikom količinom čađe je samozapaljenje ili poteškoće u podešavanju točnog vremena paljenja. To se detektira kada gorivo izgara uz kucanje u motoru, ako je vrijeme paljenja postavljeno prema podacima podešavanja.


9. Pomoću strugala potrebno je ukloniti sve ostatke brtvila, zatim isprati glavu kerozinom, isprati vodom i puhati komprimiranim zrakom.
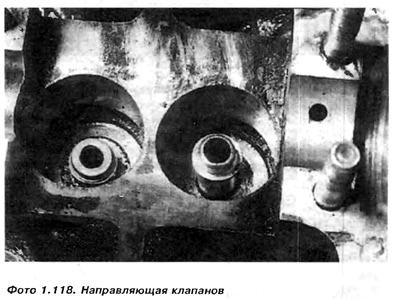
10. Provjerite istrošenost provrta za vođenje ventila i zamijenite ih ako je potrebno. Istrošenost vodilice provjeravamo umetanjem novog ventila u vodilicu i mjerenjem pomicanja diska ventila okomito na os ventila, od jednog do drugog krajnjeg položaja. Ventil mora biti umetnut tako da je vrh stabla ventila u istoj ravnini kao i vrh vodilice ventila. Količina ovog pomaka ne smije biti veća od 1 mm za ulazni ventil i 1,3 mm za ispušni ventil. Za stari ventil ove vrijednosti mogu biti malo veće. Potrebno je provjeriti vodilice jednu po jednu. ako su izmjerene vrijednosti (kada koristite novi ventil) više podataka, tada je potrebno zamijeniti vodilice. Iskorištenu vodilicu izbijamo čekićem kroz čekić centriran na rupu ili je istiskujemo prešom (fotografija 1.120). Nova vodilica se mora moći prešati, a preporučljivo je zagrijati glavu do 70°C. Vodilicu možemo staviti i u zamrzivač. Prije nokautiranja starog vodiča. potrebno ga je izmjeriti, koliko se diže iznad površine s glavom, a također utisnuti novi. Prije utiskivanja rupu u glavi i vodilicu potrebno je podmazati uljem. Ugradite glavu na dizač preše tako da se os rupe u glavi podudara s osi klipa preše. Nakon utiskivanja provjerite podatke iznad količine hoda ventila.

Ako su dostupni mikrometar i mjerač provrta za male provrte, izmjereni montažni razmak između ventila i vodilice trebao bi biti između 0,03...0,06 mm za nove dijelove i do 0,15 mm za rabljene dijelove.

Ako se unutarnja rupa korektora deformira tijekom utiskivanja, mora se izbušiti kalibracijskom bušilicom.
Interferencija između nove vodilice i rupe u glavi trebala bi biti između 0,06 i 0,10 mm.
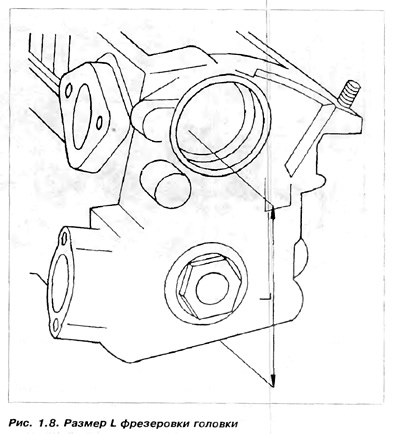
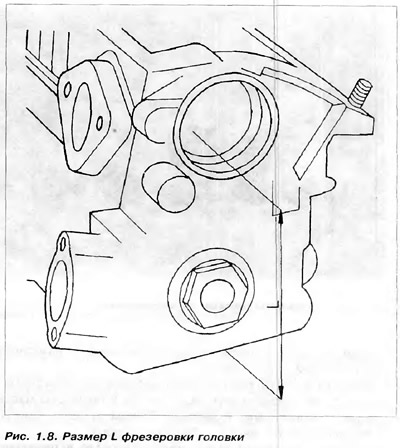
11. Pomoću ravnala i mjerača razmaka potrebno je provjeriti je li površina glave deformirana. Obratite posebnu pozornost na površinu između komora za izgaranje. Udubljena površina na tim mjestima povlači za sobom slabiji pritisak brtve. Budući da udaljenost između cilindara nije velika, labavi pritisak brtve povećava mogućnost pregorjevanja brtve. Ako je na bilo kojem mjestu između ravnala i glave moguće umetnuti mjerač razmaka debljine 0,1 mm, tada je potrebno izvršiti površinsku obradu glave u prikladno opremljenom strojarskom postrojenju. Uobičajeni razlog zakrivljenosti si glava je neravnomjerno stezanje ili pritiskanje bez otpuštanja svih vijaka, a kasnije - njihovo potpuno odvrtanje. Veličina L navedena je u tehničkim podacima. Ako su slojevi koji se skinu tijekom strojne obrade veći od 0,5 mm, potrebno je glodanje sjedišta ventila kako bi se ventili spustili dublje za debljinu sloja koji se uklanja. To je potrebno kako bi se spriječilo udaranje klipa o ventil i izbjegla distorzija ventila. Ova operacija se izvodi s rezačima za sjedišta ventila, koji su centrirani duž osi vodilice ventila. Sjedalo je također potrebno izglodati kada su vidljivi tragovi korozije i spaljenosti, kao i kada su zamijenjeni pilot ventili.Ako je korozija mala dovoljno ju je ukloniti brusnom pastom.
Oprez: Sjedišta ventila mora zamijeniti specijalizirana tvrtka, budući da se tijekom ugradnje moraju ispuniti određeni uvjeti.
Prije prešanja utičnicu je potrebno zagrijati na 320°C ili ohladiti gnijezdo u tekućem dušiku i zagrijati glavu na 100°C.
12. Načini popravka sjedišta ventila: sjedišta ventila popravljaju se glodanjem i fugiranjem ili brušenjem i fugiranjem. Razgovarajmo o prvoj metodi, jer. brušenje zahtijeva vrlo skup stroj za mljevenje. Ručne brusilice ne jamče odgovarajuću točnost obrade jer prenose vibracije s elektromotora (u našim strojevima za mljevenje često nisu podešeni). Učinkovito se koriste za uklanjanje otvrdnute površine sjedišta ventila. Nakon brušenja na stacionarnoj brusilici fugiranje nije potrebno.Glodanje ima nedostatak što je potrebno fugiranje, jer je površina utičnice nakon obrade blago valovita. Rezač pod kutom od 90°umetnut je u steznu glavu pomoću šipke za centriranje, koja je umetnuta u rupu usmjernog ventila i. pritišćući ga na ležište polako ga okrećite u smjeru kazaljke na satu Uvjet za pravilnu obradu je:
A) Izrada naležne površine u obliku ravne trake širine 1,5 do 2,0 mm (riža. 1.8)
b) Kut nagiba ove trake treba biti 90°, a površina trake treba biti aksijalna s otvorom vodilice ventila.
Ako tijekom glodanja širina trake prijeđe dopuštenu granicu, potrebno ju je smanjiti s dva dodatna rezača prvo s kutom od 150°, a zatim 30°, s rezačem pod kutom od 90°. Glavni problem je održavanje poravnanja. Često provrti za vođenje ventila i poluga za centriranje imaju razmak koji sprječava neusklađenost.
Neporavnata utičnica će zahtijevati dugo fugiranje. Možete to pokušati izbjeći. Nakon glodanja utičnice (prije fugiranja) potrebno je umetnuti pripadajući ventil, lagano ga pritisnuti prstom da sjedne, a drugom rukom ga nekoliko puta okrenuti da normalno sjedne u utičnicu. Umetnite crijevo s komprimiranim zrakom u ulazni ili izlazni razvodnik, samo ne pod jako visokim tlakom. Zatim se na pritisnuti ventil mora uliti malo kerozina. Mjehurići zraka koji se pojave pokazat će mjesta gdje ventil ne pristaje u sjedište. To je nedostatak koaksijalnosti koji ima takav učinak da disk ventila samo djelomično pristaje duž perimetra sa sjedištem. Uz određenu vještinu i nekoliko pokušaja, možete ispraviti pogrešku poravnanja.
Komentari posjetitelja