
Does not apply to 16-valve engines
Valve seats showing signs of wear or combustion effects may be refinished as long as the maximum allowable refinishing is maintained. If this dimension is exceeded, then the hydraulic lash adjuster in the valve drive ceases to perform its functions. In this case, replace the cylinder head. Always treat valve seats in such a way as to ensure a flawless appearance of the working surface. Valve seats can be repaired with normal workshop tools. Reamers are required for finishing. Since the handling of these tools requires a certain skill, the work should be done in a workshop.
Attention: Outlet seats are provided with an additional constriction. When finishing, be sure not to damage the taper radius.
Determining the maximum allowable rework size
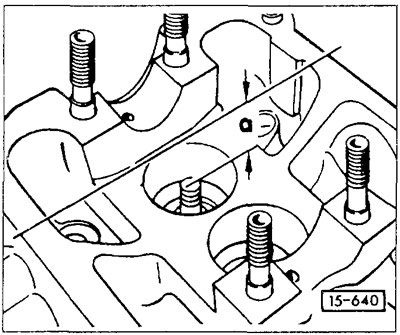
Insert the valve and press firmly against the seat.
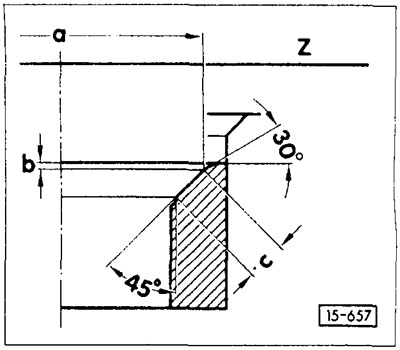
Measure the distance -a- between the end of the valve stem and the plane of the contact surface of the cylinder head.
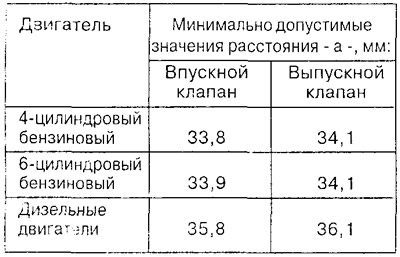
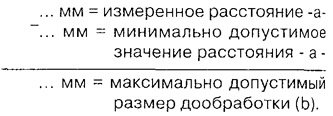
In order to obtain the maximum allowable reworking size, it is necessary to subtract its minimum allowable value from the measured distance -a-.
So:
Gasoline inlet valve seat
Gasoline exhaust valve seat
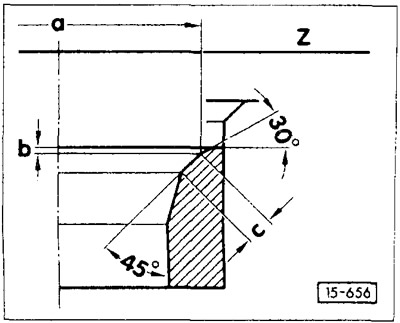
Valve seat angle and width
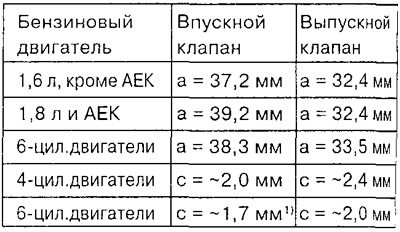
1) with an intake valve length of 105.95 mm, c = max. 1.4mm
b - the maximum allowable reprocessing size (calculated)
Z - lower contact surface of the cylinder head
30°- upper correction angle
45°- valve seat bevel angle
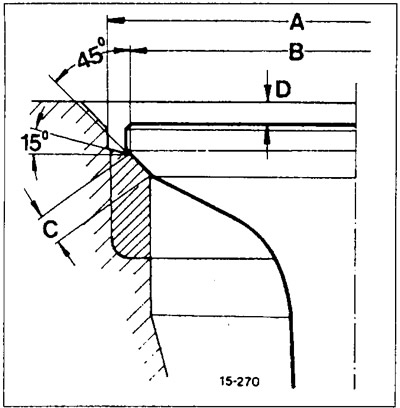
Diesel valve seat

1) Max Outside Diameter of Correction Cutter
15°Correction angle
45°= Valve seat angle
d - the maximum allowable size of reprocessing (calculated)
Attention: For a 160 hp engine. Exhaust valves are sodium filled. Therefore, for these valves, before scrapping them, it is necessary to saw through the rod with a hacksaw, and then throw them into a vat filled with water. During a violent chemical reaction, the sodium content burns out, so you need to step back and protect your eyes.
Visitor comments