
Ne odnosi se na motore sa 16 ventila
Sjedišta ventila koja pokazuju znakove istrošenosti ili efekte izgaranja mogu se ponovno doraditi sve dok se održava maksimalna dopuštena dorada. Ako se ta dimenzija prekorači, tada hidraulički regulator zazora u pogonu ventila prestaje obavljati svoje funkcije. U tom slučaju zamijenite glavu cilindra. Sjedišta ventila uvijek tretirajte tako da osigurate besprijekoran izgled radne površine. Sjedišta ventila mogu se popraviti uobičajenim radioničkim alatom. Razvrtala su potrebna za završnu obradu. Budući da je za rukovanje ovim alatima potrebna određena vještina, posao treba obaviti u radionici.
Pažnja: Izlazna sjedala opremljena su dodatnim suženjem. Prilikom završne obrade pazite da ne oštetite polumjer suženja.
Određivanje najveće dopuštene veličine prerade
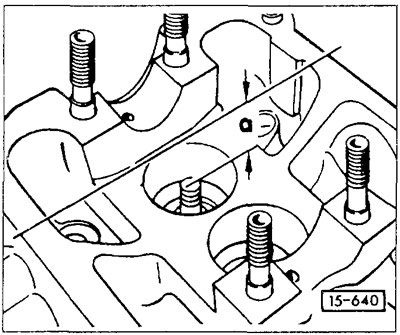
Umetnite ventil i čvrsto pritisnite na sjedište.
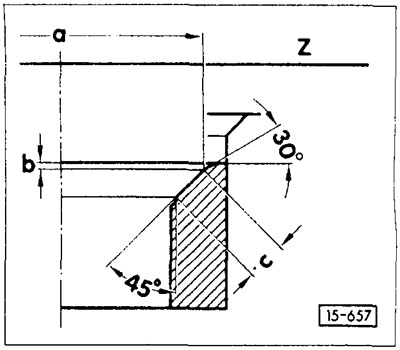
Izmjerite udaljenost -a- između kraja stabla ventila i ravnine kontaktne površine glave cilindra.
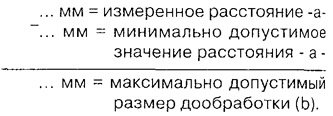
Da bi se dobila najveća dopuštena veličina prerade, potrebno je od izmjerene udaljenosti -a- oduzeti njezinu najmanju dopuštenu vrijednost.
Dakle:
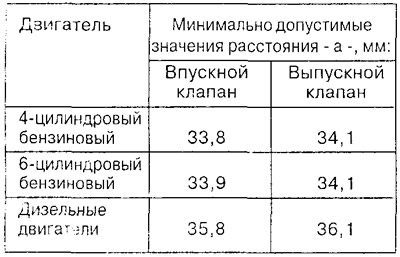
Sjedište ulaznog ventila za benzin
Sjedište ispušnog ventila za benzin
Kut i širina sjedišta ventila
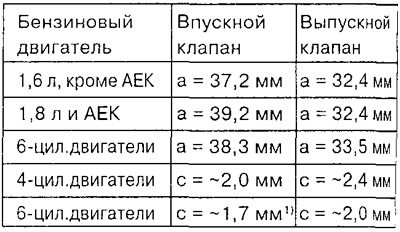
1) s duljinom usisnog ventila od 105,95 mm, c = max. 1,4 mm
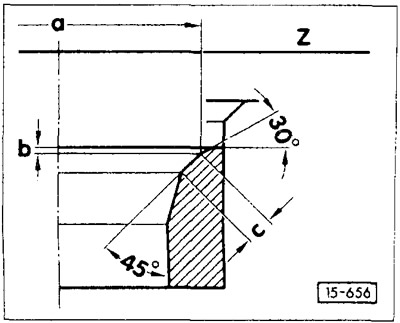
b - najveća dopuštena veličina ponovne obrade (proračunati)
Z - donja kontaktna površina glave cilindra
30°- gornji kut korekcije
45°- kut skošenja sjedišta ventila
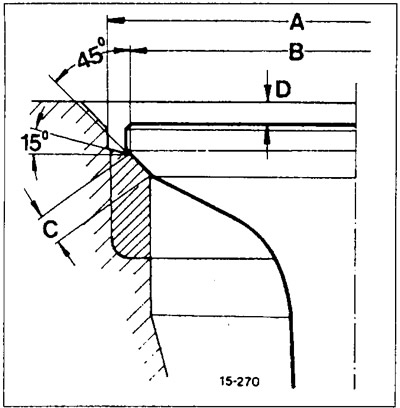
Dizelsko sjedište ventila

1) Maksimalni vanjski promjer rezača za korekciju
15°Kut korekcije
45°= Kut sjedišta ventila
d - najveća dopuštena veličina ponovne obrade (proračunati)
Pažnja: Za motor od 160 KS. Ispušni ventili punjeni su natrijem. Stoga je kod ovih ventila prije odlaganja potrebno prepiliti vreteno nožnom pilom, a zatim ih baciti u bačvu napunjenu vodom. Tijekom burne kemijske reakcije, sadržaj natrija izgara, stoga se morate odmaknuti i zaštititi oči.
Komentari posjetitelja