
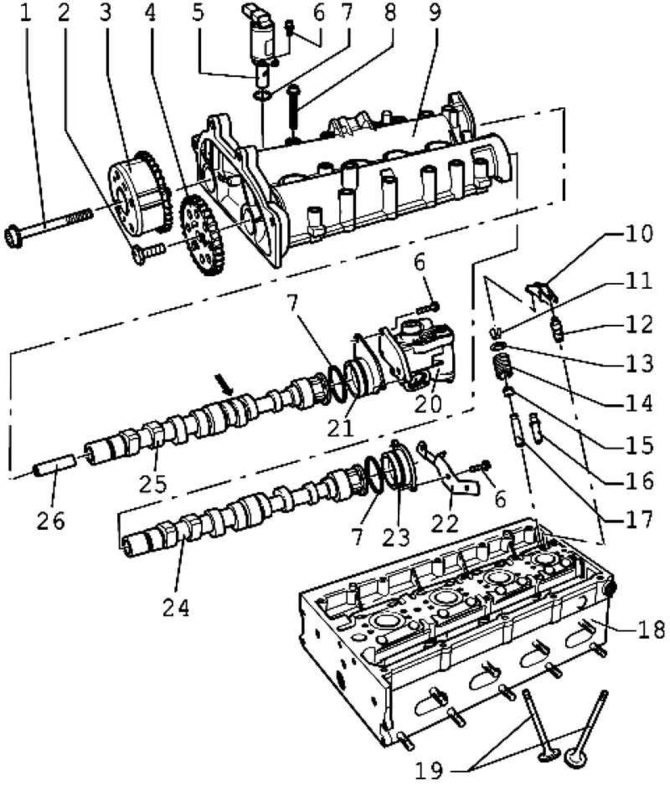
Pic. 2.45. Valve mechanism: 1 - bolt 40 Nm + tighten 1/4 turn. (90°); 2 - bolt 50 Nm + tighten 1/4 turn. (90°); 3 - phase shifter; 4 - camshaft drive sprocket; 5 - valve 1 of the variable valve timing system; 6 - bolt 10 Nm; 7 – O-ring; 8 - bolt 10 Nm + tighten 1/4 turn. (90°); 9 - camshaft housing; 10 - roller lever; 11 - conical cracker; 12 - supporting element; 13 - valve spring plate; 14 - valve spring; 15 - oil scraper cap; 16 - repair valve guide sleeve; 17 - valve guide sleeve; 18 - cylinder head; 19 - valves; 20 – exhaust gas recirculation valve with exhaust gas recirculation potentiometer; 21 - cover; 22 - holder; 23 - cover; 24 - exhaust camshaft; 25 - intake camshaft; 26 - guide sleeve
Details of the valve mechanism are shown in fig. 2.45.
Cylinder head seating surface treatment
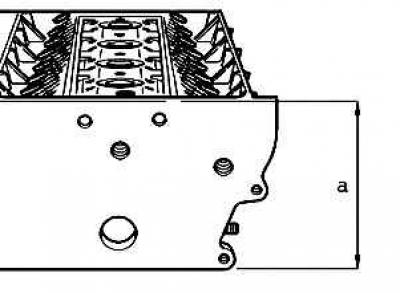
Pic. 2.46. Machining allowance
Cylinder head machining allowance a = not less than 108.25 mm (pic. 2.46).
Note: After machining the seating surface, the valves must be lowered accordingly (machine the valve seat ring), because otherwise the valves will collide with the piston. In doing so, observe the minimum allowable size.
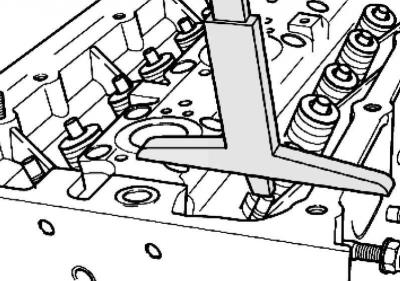
Checking the axial displacement of the camshaft
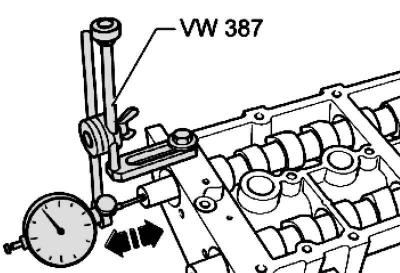
Pic. 2.47. Checking the axial displacement of the camshaft
Carry out measurements with the camshaft housing removed and the cover installed.
Limit tolerance max. 0.40 mm
Valve sizes
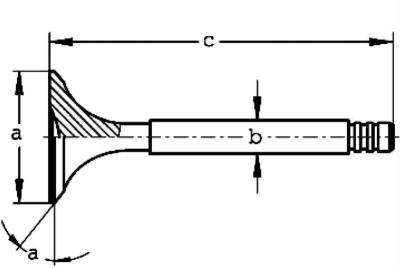
Pic. 2.48. Valve sizes
See fig. 2.48.

Note: Valves must not be machined. Only lapping is allowed.
Valve seat processing
Note: When repairing engines with leaky valves, reworking or replacing valve seats and valves is not enough. Especially in engines with a long service life, the valve guides must be checked for wear.
Note: Valve seats should only be refinished just enough to achieve a flawless seating surface. Before machining, calculate the maximum allowable machining allowance. If the machining allowance is exceeded, the function of the hydraulic clearance control in the valve drive may be impaired (hydraulic compensators), which will entail the replacement of the cylinder head.
Note: If the valve is replaced during repair, use the new valve for measurements.
Pic. 2.49. Measuring the distance between the end of the valve stem and the top edge of the cylinder head
Measure the distance between the end of the valve stem and the top edge of the cylinder head (pic. 2.49).
Calculate the maximum allowable machining allowance based on the measured distance and the minimum allowable dimension.
Minimum dimensions
- Inlet valve - 7.6 mm,
- Exhaust valve - 7.6 mm
Measured distance minus minimum dimension = maximum allowable machining allowance.
Example
- Measured distance - 8.0 mm
- Minimum size - 7.6 mm
- Max. allowable machining allowance - 0.4 mm (8.0 mm - 7.6 mm).
Note: The maximum allowable machining allowance is shown in the valve seat machining figures as dimension «b».
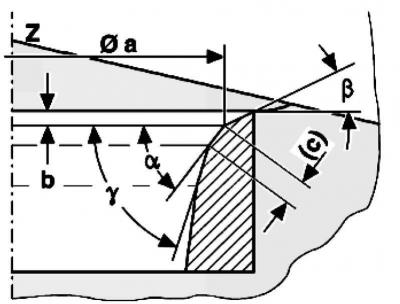
Pic. 2.50. Intake valve processing scheme
Inlet valve seat processing
- a = W28.7 mm;
- b = max. allowable processing allowance;
- c = 1.5–1.8 mm;
- Z = bottom edge of cylinder head;
- a = 45°valve seat angle;
- b = 30°upper corrective chamfer;
- g = 60°bottom corrective chamfer.
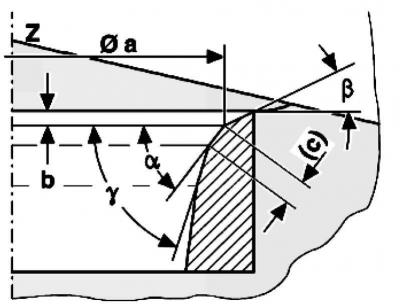
Pic. 2.51. Exhaust valve processing scheme
Exhaust valve seat processing
- a = W25.0 mm;
- b = max. allowable processing allowance;
- c = approx. 1.8mm;
- Z = bottom edge of cylinder head;
- a = 45°valve seat angle;
- b = 30°upper corrective chamfer;
- g = 60°bottom corrective chamfer.
Visitor comments