
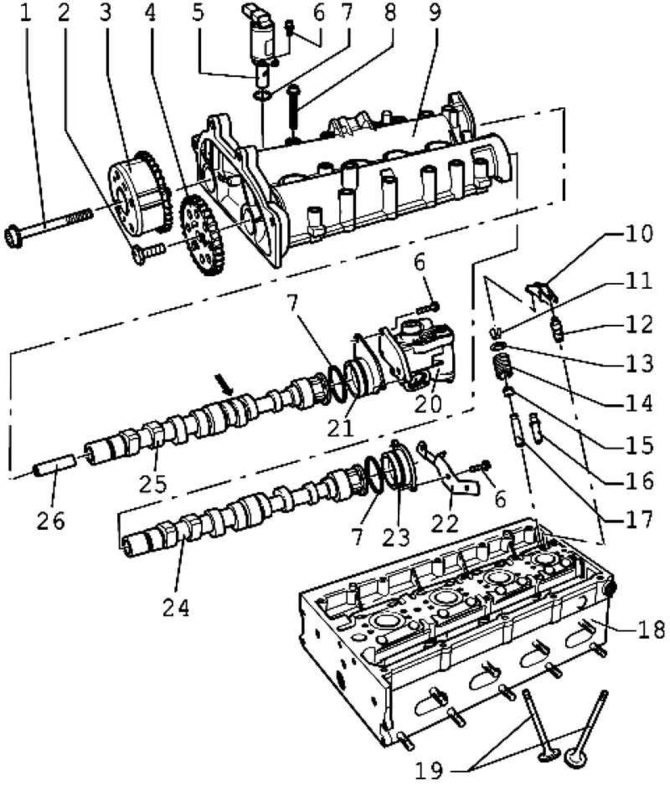
Riža. 2.45. Mehanizam ventila: 1 - vijak 40 Nm + zategnite 1/4 okretaja. (90°); 2 - vijak 50 Nm + zategnite 1/4 okretaja. (90°); 3 - fazni pomak; 4 - pogonski lančanik bregastog vratila; 5 - ventil 1 sustava promjenjivog vremena ventila; 6 - vijak 10 Nm; 7 – O-prsten; 8 - vijak 10 Nm + zategnite 1/4 okretaja. (90°); 9 - kućište bregastog vratila; 10 - poluga valjka; 11 - konusni kreker; 12 - nosivi element; 13 - ploča opruge ventila; 14 - opruga ventila; 15 - kapa za struganje ulja; 16 - rukavac vodilice ventila za popravak; 17 - rukavac vodilice ventila; 18 - glava cilindra; 19 - ventili; 20 – ventil povrata ispušnih plinova s potenciometrom povrata ispušnih plinova; 21 - poklopac; 22 - držač; 23 - poklopac; 24 - ispušna bregasta osovina; 25 - usisna bregasta osovina; 26 - vodeća čahura
Detalji mehanizma ventila prikazani su na sl. 2.45.
Obrada dosjedne površine glave cilindra
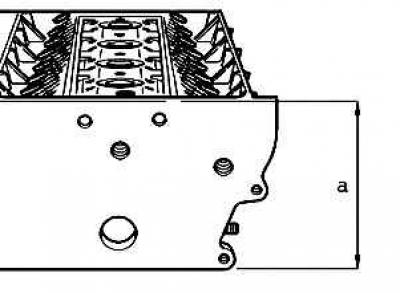
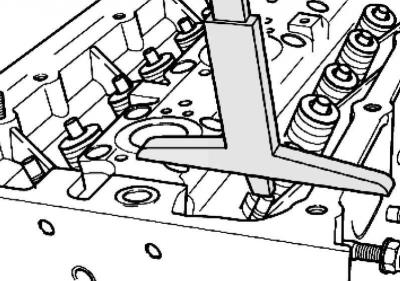
Riža. 2.46. Dodatak za strojnu obradu
Dodatak za obradu glave cilindra a = ne manji od 108,25 mm (riža. 2.46).
Napomena: Nakon strojne obrade površine za sjedenje, ventili se moraju odgovarajuće spustiti (obradite prsten sjedišta ventila), jer će se inače ventili sudarati s klipom. Pritom poštujte minimalnu dopuštenu veličinu.
Provjera aksijalnog pomaka bregastog vratila
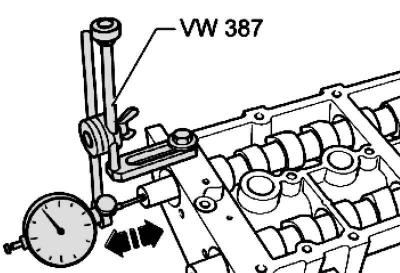
Riža. 2.47. Provjera aksijalnog pomaka bregastog vratila
Provedite mjerenja s uklonjenim kućištem bregastog vratila i postavljenim poklopcem.
Granična tolerancija max. 0,40 mm
Veličine ventila
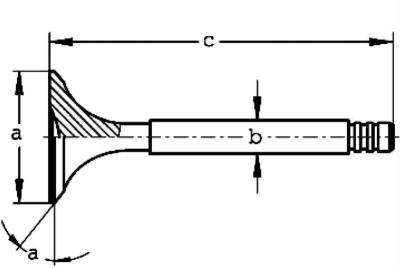
Riža. 2.48. Veličine ventila
Pogledajte sl. 2.48.

Napomena: ventili se ne smiju strojno obrađivati. Dopušteno je samo lapiranje.
Obrada sjedišta ventila
Napomena: Kada popravljate motore s nepropusnim ventilima, prerada ili zamjena sjedišta ventila i ventila nije dovoljna. Osobito kod motora s dugim vijekom trajanja potrebno je provjeriti istrošenost vodilica ventila.
Napomena: Sjedišta ventila treba doraditi tek toliko da se postigne besprijekorna površina za sjedenje. Prije strojne obrade izračunajte najveći dopušteni dodatak za strojnu obradu. Ako je dopuštenje strojne obrade prekoračeno, funkcija hidrauličke kontrole zazora u pogonu ventila može biti oštećena (hidraulički kompenzatori), što će podrazumijevati zamjenu glave cilindra.
Napomena: Ako je ventil zamijenjen tijekom popravka, koristite novi ventil za mjerenja.
Riža. 2.49. Mjerenje udaljenosti između kraja stabla ventila i gornjeg ruba glave cilindra
Izmjerite udaljenost između kraja stabla ventila i gornjeg ruba glave cilindra (riža. 2.49).
Izračunajte najveći dopušteni dodatak za strojnu obradu na temelju izmjerene udaljenosti i minimalne dopuštene dimenzije.
Minimalne dimenzije
- Ulazni ventil - 7,6 mm,
- Ispušni ventil - 7,6 mm
Izmjerena udaljenost minus minimalna dimenzija = najveći dopušteni dodatak za strojnu obradu.
Primjer
- Izmjerena udaljenost - 8,0 mm
- Minimalna veličina - 7,6 mm
- Maks. dopušteni dodatak za obradu - 0,4 mm (8,0 mm - 7,6 mm).
Napomena: Maksimalni dopušteni dopušteni dodatak za obradu prikazan je na slikama obrade sjedišta ventila kao dimenzija «b».
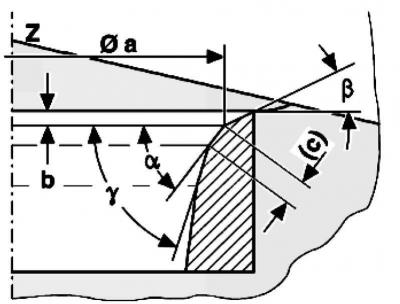
Riža. 2.50. Shema obrade usisnog ventila
Obrada sjedišta ulaznog ventila
- a = Š28,7 mm;
- b = maks. dopušteni dodatak za obradu;
- c = 1,5–1,8 mm;
- Z = donji rub glave cilindra;
- a = 45°kut sjedišta ventila;
- b = 30°gornji korektivni skos;
- g = 60°donje korektivno skošenje.
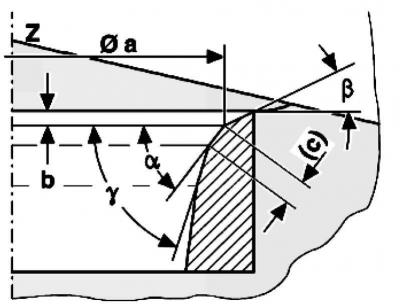
Riža. 2.51. Shema obrade ispušnog ventila
Obrada sjedišta ispušnog ventila
- a = Š25,0 mm;
- b = maks. dopušteni dodatak za obradu;
- c = pribl. 1,8 mm;
- Z = donji rub glave cilindra;
- a = 45°kut sjedišta ventila;
- b = 30°gornji korektivni skos;
- g = 60°donje korektivno skošenje.
Komentari posjetitelja