
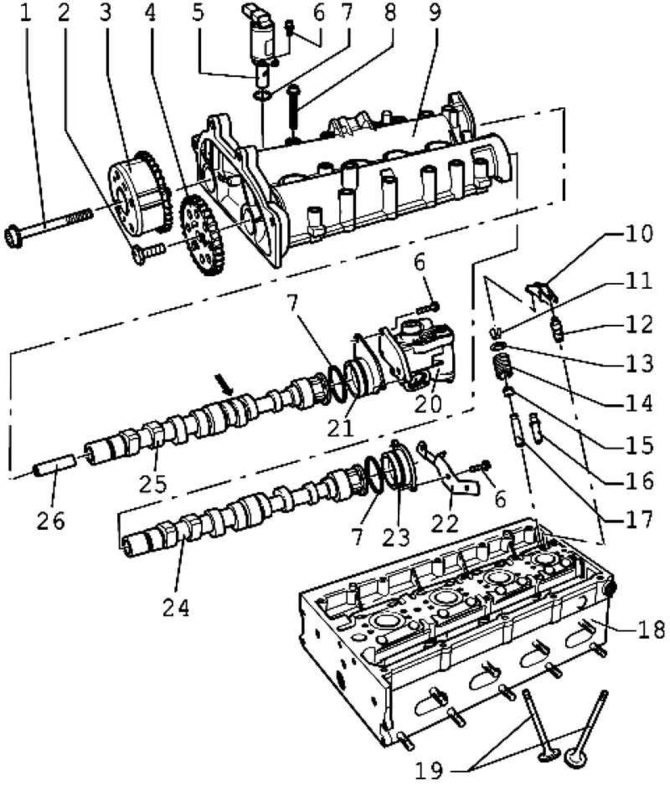
Фиг. 2.45. Механизъм на клапана: 1 - болт 40 Nm + затегнете на 1/4 оборот. (90°); 2 - болт 50 Nm + затегнете на 1/4 оборот. (90°); 3 - фазов превключвател; 4 - задвижващо зъбно колело на разпределителния вал; 5 - клапан 1 на системата за променливо синхронизиране на клапаните; 6 - болт 10 Nm; 7 – О-пръстен; 8 - болт 10 Nm + затегнете на 1/4 оборот. (90°); 9 - корпус на разпределителния вал; 10 - ролков лост; 11 - коничен крекер; 12 - поддържащ елемент; 13 - пружинна плоча на клапана; 14 - пружина на клапана; 15 - капачка на скрепера за масло; 16 - направляваща втулка на ремонтния клапан; 17 - направляваща втулка на клапана; 18 - цилиндрова глава; 19 - клапани; 20 – клапан за рециркулация на отработените газове с потенциометър за рециркулация на отработените газове; 21 - капак; 22 - държач; 23 - капак; 24 - изпускателен разпределителен вал; 25 - всмукателен разпределителен вал; 26 - направляваща втулка
Подробности за механизма на клапана са показани на фиг. 2.45.
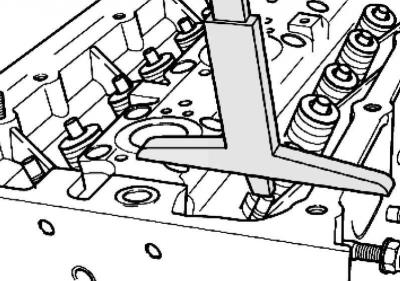
Обработка на опорната повърхност на главата на цилиндъра
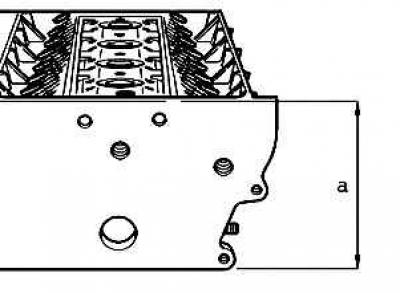
Ориз. 2.46. Надбавка за обработка
Допуск за обработка на главата на цилиндъра a = не по-малко от 108,25 mm (фиг. 2.46).
Забележка: След обработката на опорната повърхност е необходимо съответно да спуснете клапаните (обработка на пръстена на леглото на клапана), в противен случай клапаните ще се сблъскат с буталото. При това спазвайте минимално допустимия размер.
Проверка на аксиалното изместване на разпределителния вал
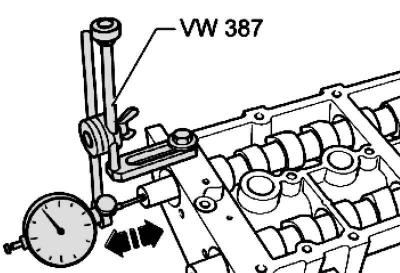
Ориз. 2.47. Проверка на аксиалното изместване на разпределителния вал
Извършете измервания със свален корпус на разпределителния вал и монтиран капак.
Граничен толеранс макс. 0,40 мм
Размери на вентила
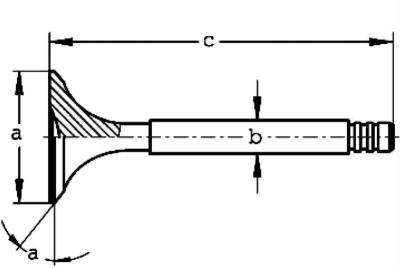
Ориз. 2.48. Размери на клапаните
Вижте фиг. 2.48.

Забележка: Вентилите не трябва да се обработват машинно. Разрешено е само прилепване.
Обработка на леглата на клапаните
Забележка: Когато ремонтирате двигатели с изтичащи клапани, преработването или подмяната на леглата на клапаните и клапаните не е достатъчно. Особено при двигатели с дълъг експлоатационен живот водачите на клапаните трябва да се проверяват за износване.
Забележка: Седлата на клапаните трябва да се обработят само толкова, колкото да се постигне безупречна повърхност на сядане. Преди обработка изчислете максимално допустимото допустимо отклонение за обработка. При превишаване на допускането на обработка може да се наруши функцията на хидравличния контрол на хлабината в задвижването на клапана (хидравлични компенсатори), което ще доведе до подмяна на главата на цилиндъра.
Забележка: Ако вентилът бъде сменен по време на ремонт, използвайте новия клапан за измервания.
Ориз. 2.49. Измерване на разстоянието между края на стеблото на клапана и горния ръб на главата на цилиндъра
Измерете разстоянието между края на стеблото на клапана и горния ръб на главата на цилиндъра (фиг. 2.49).
Изчислете максимално допустимото допустимо отклонение за обработка въз основа на измереното разстояние и минималния допустим размер.
Минимални размери
- Входен клапан - 7,6 мм,
- Изпускателен клапан - 7,6 mm
Измереното разстояние минус минималния размер = максимално допустимото отклонение за обработка.
Пример
- Измерено разстояние - 8.0 mm
- Минимален размер - 7,6 mm
- Макс. допустим припуск за обработка - 0,4 мм (8,0 мм - 7,6 мм).
Забележка: Максимално допустимото отклонение за обработка е показано в чертежите за обработка на седлото на клапана като размер "b".
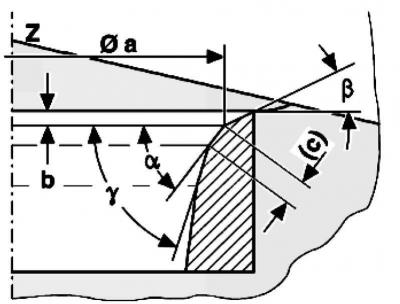
Ориз. 2.50. Схема за обработка на всмукателния клапан
Обработка на леглото на всмукателния клапан
- a = Ž28,7 mm;
- b = макс. допустима надбавка за обработка;
- c = 1,5–1,8 mm;
- Z = долен ръб на главата на цилиндъра;
- a = 45° ъгъл на леглото на клапана;
- b = 30° горна коригираща фаска;
- g = 60° долна коригираща фаска.
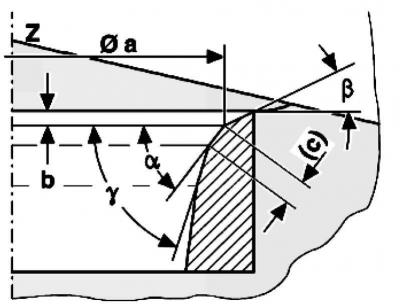
Ориз. 2.51. Схема за обработка на изпускателния клапан
Обработка на леглото на изпускателния клапан
- a = 25,0 mm;
- b = макс. допустима надбавка за обработка;
- c = прибл. 1,8 мм;
- Z = долен ръб на главата на цилиндъра;
- a = 45° ъгъл на леглото на клапана;
- b = 30° горна коригираща фаска;
- g = 60° долна коригираща фаска.
Коментари на посетители