
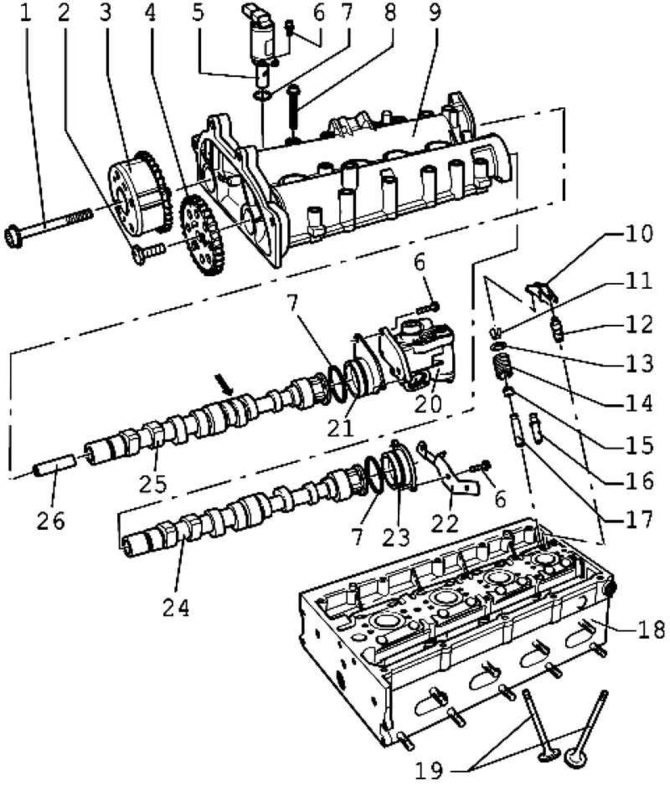
Ryža. 2.45. Ventilový mechanizmus: 1 - skrutka 40 Nm + dotiahnutie o 1/4 otáčky. (90°); 2 - skrutka 50 Nm + utiahnutie o 1/4 otáčky. (90°); 3 - fázový menič; 4 - hnacie ozubené koleso vačkového hriadeľa; 5 - ventil 1 systému variabilného časovania ventilov; 6 - skrutka 10 Nm; 7 – O-krúžok; 8 - skrutka 10 Nm + dotiahnutie o 1/4 otáčky. (90°); 9 - puzdro vačkového hriadeľa; 10 - valčeková páka; 11 - kužeľový cracker; 12 - nosný prvok; 13 - tanier pružiny ventilu; 14 - pružina ventilu; 15 - uzáver na škrabku oleja; 16 - opravná vodiaca manžeta ventilu; 17 - vodiace puzdro ventilu; 18 - hlava valca; 19 - ventily; 20 – ventil recirkulácie výfukových plynov s potenciometrom recirkulácie výfukových plynov; 21 - kryt; 22 - držiak; 23 - kryt; 24 - vačkový hriadeľ výfuku; 25 - sací vačkový hriadeľ; 26 - vodiaca objímka
Detaily ventilového mechanizmu sú znázornené na obr. 2.45.
Povrchová úprava dosadnutia hlavy valcov
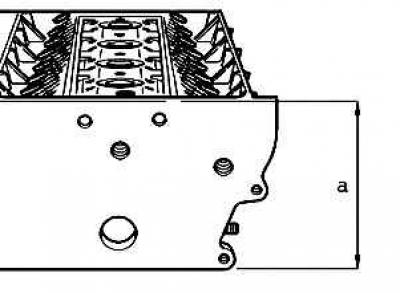
Ryža. 2.46. Prídavok na obrábanie
Prídavok na opracovanie hlavy valcov a = najmenej 108,25 mm (ryža. 2.46).
Poznámka: Po opracovaní sedacej plochy musia byť ventily primerane znížené (opracujte krúžok sedla ventilu), pretože inak sa ventily zrazia s piestom. Dodržujte pritom minimálnu povolenú veľkosť.
Kontrola axiálneho posunu vačkového hriadeľa
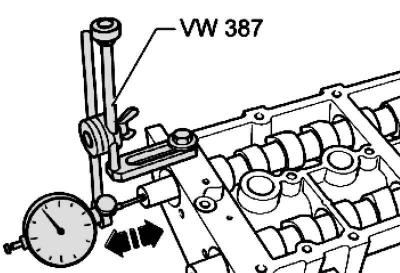
Ryža. 2.47. Kontrola axiálneho posunu vačkového hriadeľa
Vykonajte merania s odstránenou skriňou vačkového hriadeľa a namontovaným krytom.
Medzná tolerancia max. 0,40 mm
Veľkosti ventilov
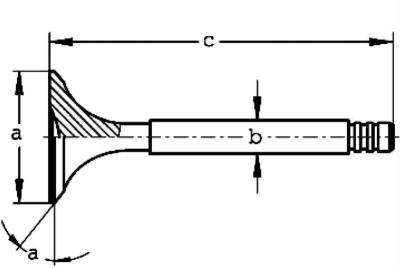
Ryža. 2.48. Veľkosti ventilov
Pozri obr. 2.48.

Poznámka: Ventily sa nesmú opracovávať. Povolené je len lapovanie.
Spracovanie sedla ventilu
Poznámka: Pri opravách motorov s netesnými ventilmi nestačí prepracovanie alebo výmena sediel a ventilov ventilov. Najmä pri motoroch s dlhou životnosťou je potrebné kontrolovať opotrebovanie vodidiel ventilov.
Poznámka: Sedlá ventilov by sa mali opravovať len toľko, aby sa dosiahol bezchybný dosadajúci povrch. Pred obrábaním vypočítajte maximálny povolený prídavok na obrábanie. Pri prekročení prídavku na opracovanie môže byť narušená funkcia hydraulického ovládania vôle v pohone ventilu (hydraulické kompenzátory), čo bude znamenať výmenu hlavy valcov.
Poznámka: Ak sa ventil vymení počas opravy, použite na meranie nový ventil.
Ryža. 2.49. Meranie vzdialenosti medzi koncom drieku ventilu a horným okrajom hlavy valcov
Odmerajte vzdialenosť medzi koncom drieku ventilu a horným okrajom hlavy valca (ryža. 2.49).
Vypočítajte maximálny povolený prídavok na obrábanie na základe nameranej vzdialenosti a minimálneho povoleného rozmeru.
Minimálne rozmery
- Vstupný ventil - 7,6 mm,
- Výfukový ventil - 7,6 mm
Nameraná vzdialenosť mínus minimálny rozmer = maximálny povolený prídavok na obrábanie.
Príklad
- Nameraná vzdialenosť - 8,0 mm
- Minimálna veľkosť - 7,6 mm
- Max. prípustný prídavok na obrábanie - 0,4 mm (8,0 mm - 7,6 mm).
Poznámka: Maximálny povolený prídavok na opracovanie je uvedený na obrázkoch opracovania sedla ventilu ako rozmer «b».
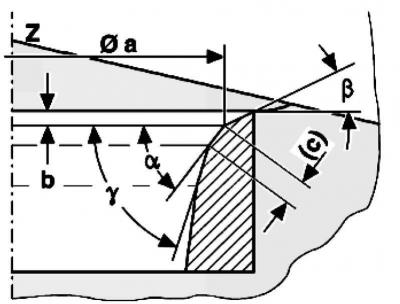
Ryža. 2,50. Schéma spracovania sacieho ventilu
Spracovanie sedla vstupného ventilu
- a = W28,7 mm;
- b = max. prípustný príspevok na spracovanie;
- c = 1,5–1,8 mm;
- Z = spodný okraj hlavy valcov;
- a = uhol sedla ventilu 45°;
- b = 30°horné korekčné skosenie;
- g = 60°spodné korekčné skosenie.
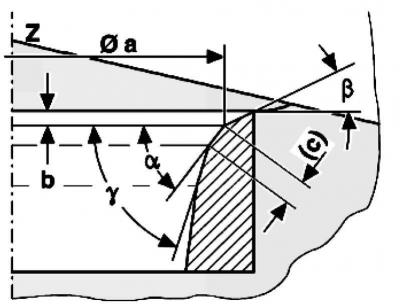
Ryža. 2.51. Schéma spracovania výfukových ventilov
Spracovanie sedla výfukového ventilu
- a = W25,0 mm;
- b = max. prípustný príspevok na spracovanie;
- c = cca. 1,8 mm;
- Z = spodný okraj hlavy valcov;
- a = uhol sedla ventilu 45°;
- b = 30°horné korekčné skosenie;
- g = 60°spodné korekčné skosenie.
Komentáre návštevníkov