
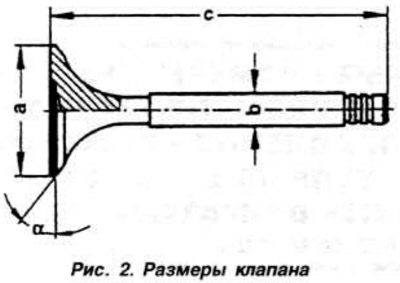
Zawory nie podlegają szlifowaniu, dozwolone jest jedynie ich szlifowanie.
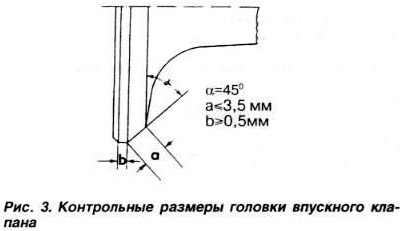
Wymiary kontrolne głowicy zaworu dolotowego podano na rys. 3.
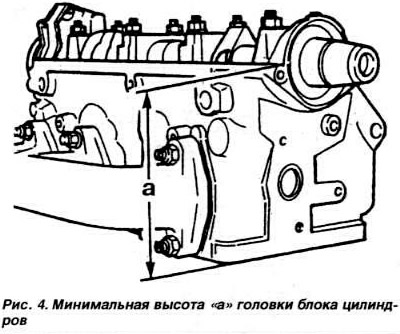
OSTRZEŻENIE: Przed naprawą głowicy cylindrów upewnij się, że rozmiar «A» (Ryż. 4) nie mniej niż 139,5 mm.
Szlifowanie gniazd zaworów
Podczas naprawy silników z poluzowanymi zaworami nie wystarczy przeszlifować gniazda, dotrzeć lub wymienić same zawory. Konieczne jest również sprawdzenie zużycia tulei prowadzących, zwłaszcza jeśli silnik jest wymontowywany z pojazdu po znacznym przebiegu.
Gniazda zaworów są szlifowane tylko w zakresie niezbędnym do przywrócenia normalnego wyglądu powierzchni łożyska. Przed wykonaniem operacji należy obliczyć maksymalną grubość warstwy metalu, która ma zostać usunięta podczas ponownego szlifowania siodła. Jeśli rzeczywiste usunięcie jest większe niż obliczona wartość, funkcja hydraulicznej kompensacji luzu zaworowego zostanie zakłócona, a głowica cylindrów będzie musiała zostać wymieniona.
Obliczenie maksymalnej grubości usuniętej warstwy metalu podczas szlifowania gniazd zaworów
UWAGA: W przypadku wymiany zaworu podczas naprawy, do pomiaru pobierany jest nowy.
Po włożeniu zaworu dociśnij go mocno do gniazda.
mierzyć dystans «A «(Ryż. 5) między czołową powierzchnią trzpienia zaworu a górną płaszczyzną głowicy cylindrów.

Oblicz rozmiar «b» graniczna grubość usuniętej warstwy metalu jako różnica między zmierzoną odległością «A» oraz minimalny dopuszczalny rozmiar kontroli «Z» zgodnie z formułą
b = a - c
Minimalne dopuszczalne wymiary kontrolne: dla zaworów wlotowych - 33,9 mm; dla zaworów wydechowych - 34,1 mm.
Przykład:
Zmierzona odległość a=34,8 mm.
Minimalny dopuszczalny wymiar kontrolny c=34,1 mm. Graniczna grubość usuwanej warstwy metalu wynosi b=0,7 mm.
Wymiary kontrolne do szlifowania gniazd zaworów
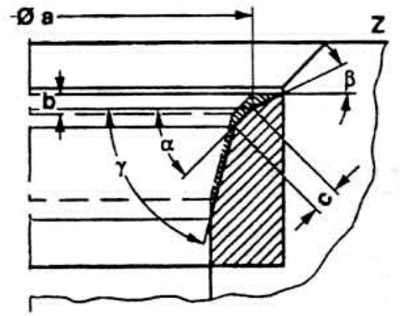
Ryż. 6. Wymiary do szlifowania gniazda zaworu dolotowego: a - średnica gniazda, a = 38,3 mm; b jest maksymalnym dopuszczalnym usuwaniem metalu podczas szlifowania; c - rozmiar, który nie powinien przekraczać 1,4 mm (w razie potrzeby pierścień wkładki gniazda jest naprawiany za pomocą frezu, który zapewnia określony kąt korekcji 75°); Z - dolna płaszczyzna głowicy cylindrów; α — kąt fazowania gniazda zaworu, ∠ α=45°; β jest górnym kątem korekcji, ∠ β=30°; γ to dolny kąt korekcji. ∠γ =75°
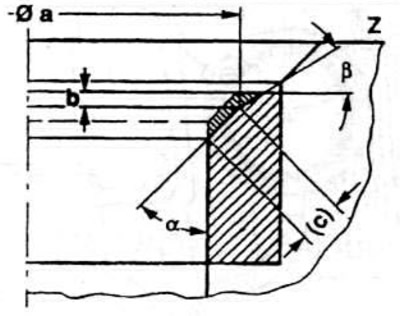
Ryż. 7. Wymiary do szlifowania gniazda zaworu wydechowego: a - średnica gniazda, a = 33,5 mm; b jest maksymalnym dopuszczalnym usuwaniem metalu podczas szlifowania; c - rozmiar, który nie powinien przekraczać 2,0 mm (w razie potrzeby pierścień wkładki gniazda jest naprawiany za pomocą frezu, który zapewnia określony kąt korekcji 75°); Z - dolna płaszczyzna głowicy cylindrów; α — kąt fazowania gniazda zaworu, ∠ α=45°; β to górny kąt korekcji, ∠ β=30°.
Wymiana tulei prowadzących głowicy cylindrów
Wyciskanie zużytych tulei prowadzących odbywa się za pomocą narzędzia 10-206 (Ryż. 8). zamontowany z boku wałka rozrządu. Nasmaruj nową tuleję olejem silnikowym i wciśnij ją tym samym narzędziem, również od strony wałka rozrządu. Głowica cylindra musi być zimna. Zaprasowanie odbywa się aż do pasa zgrzewającego.

UWAGA: Po dociśnięciu tulei prowadzącej do paska nie należy zwiększać siły docisku powyżej 1 tony, gdyż grozi to zniszczeniem tulei.
Po wymianie tulei prowadzących należy koniecznie przeszlifować gniazda zaworów, zwracając uwagę na minimalny dopuszczalny wymiar kontrolny.
Włóż nowy zawór do tulei prowadzącej tak, aby koniec trzpienia zaworu zrównał się z krawędzią tulei prowadzącej i określ szczelinę między trzpieniem a tuleją prowadzącą za pomocą narzędzia VW387 ze wskaźnikiem, opierając trzpień wskaźnika o zawór głowa (Ryż. 9).

Wymień tuleje prowadzące, jeśli odczyt wskaźnika jest większy niż 1,0 mm dla tulei zaworu wlotowego i 1,3 mm dla tulei zaworu wydechowego.
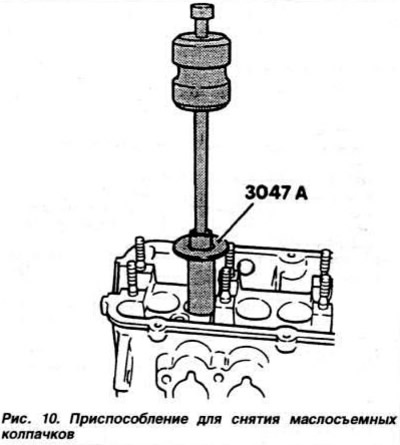
Demontaż i montaż uszczelnień trzonków zaworów
Uszczelki trzpienia zaworu są usuwane za pomocą narzędzia 3047A, którego działanie jest wyraźnie widoczne na rys. 10. Uszczelnienia trzpienia zaworu są instalowane za pomocą specjalnej plastikowej tulei zakładanej na trzpień zaworu. Nakrętka jest nasmarowana olejem silnikowym i ostrożnie wsuwana najpierw na tuleję, a następnie na prowadnicę zaworu (Ryż. jedenaście).

Komentarze gości