
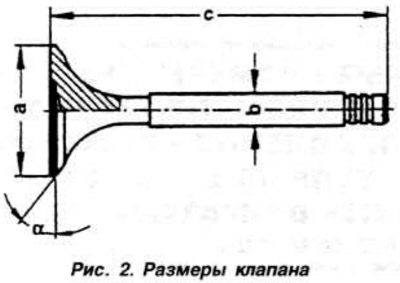
Ventili ne podliježu ponovnom brušenju, dopušteno je samo njihovo brušenje.
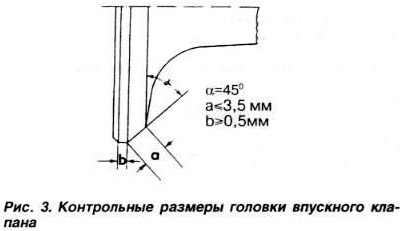
Kontrolne veličine glave ulaznog ventila dane su na sl. 3.
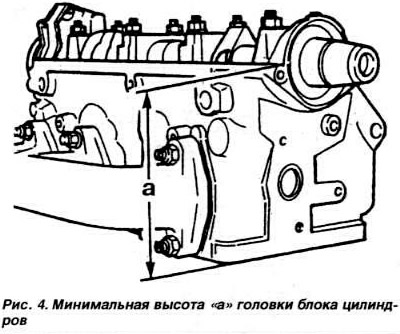
UPOZORENJE: Prije popravka glave cilindra provjerite je li veličina «A» (riža. 4) ne manje od 139,5 mm.
Ponovno brušenje sjedišta ventila
Kada popravljate motore s labavim ventilima, nije dovoljno ponovno brusiti sjedala, prilepiti ili zamijeniti same ventile. Također je potrebno provjeriti istrošenost vodećih čahura, posebno ako se motor vadi iz vozila nakon veće kilometraže.
Sjedišta ventila ponovno se bruse samo u mjeri potrebnoj za vraćanje normalnog izgleda površine ležaja. Prije izvođenja operacije potrebno je izračunati maksimalnu debljinu metalnog sloja koji treba ukloniti prilikom ponovnog brušenja sedla. Ako je stvarno uklanjanje veće od izračunate vrijednosti, tada će funkcija hidrauličke kompenzacije zazora ventila biti poremećena, a glava cilindra će se morati zamijeniti.
Izračun maksimalne debljine uklonjenog metalnog sloja kod ponovnog brušenja sjedišta ventila
NAPOMENA: Ako se ventil zamijeni tijekom popravka, na mjerenje se uzima novi.
Nakon umetanja ventila, čvrsto ga pritisnite na sjedište.
izmjeriti udaljenost «A «(riža. 5) između čeone površine stabla ventila i gornje ravnine glave cilindra.

Izračunajte veličinu «b» granična debljina skinutog metalnog sloja kao razlika između izmjerene udaljenosti «A» i najmanju dopuštenu kontrolnu veličinu «S» prema formuli
b = a - c
Minimalne dopuštene kontrolne dimenzije: za ulazne ventile - 33,9 mm; za ispušne ventile - 34,1 mm.
Primjer:
Izmjerena udaljenost a=34,8 mm.
Najmanja dopuštena kontrolna dimenzija c=34,1 mm. Granična debljina metalnog sloja koji se uklanja je b=0,7 mm.
Kontrolne dimenzije za ponovno brušenje sjedišta ventila
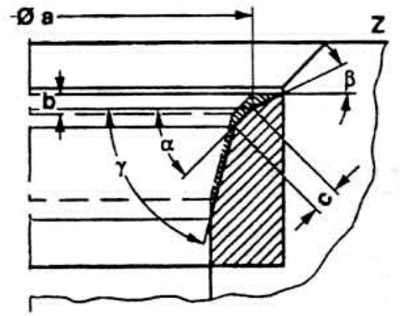
Riža. 6. Dimenzije za brušenje sjedišta ulaznog ventila: a - promjer sjedala, a = 38,3 mm; b je maksimalno dopušteno uklanjanje metala tijekom ponovnog brušenja; c - veličina, koja ne smije prelaziti 1,4 mm (ako je potrebno, umetnuti prsten sjedala se popravlja pomoću rezača koji daje specificirani kut korekcije od 75°); Z - donja ravnina glave cilindra; α — kut skošenja sjedišta ventila, ∠ α=45°; β je gornji korekcijski kut, ∠ β=30°; γ je donji kut korekcije. ∠γ =75°
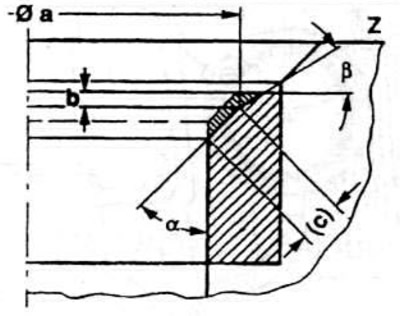
Riža. 7. Mjere za brušenje sjedišta ispušnog ventila: a - promjer sjedala, a = 33,5 mm; b je maksimalno dopušteno uklanjanje metala tijekom ponovnog brušenja; c - veličina, koja ne smije biti veća od 2,0 mm (ako je potrebno, umetnuti prsten sjedala se popravlja pomoću rezača koji daje specificirani kut korekcije od 75°); Z - donja ravnina glave cilindra; α — kut skošenja sjedišta ventila, ∠ α=45°; β je gornji korekcijski kut, ∠ β=30°.
Zamjena vodilica glave cilindra
Istiskivanje istrošenih čahura vodilice vrši se alatom 10-206 (riža. 8). montiran sa strane bregastog vratila. Podmažite novu čahuru motornim uljem i utisnite je istim alatom, također sa strane bregastog vratila. Glava cilindra mora biti hladna. Prešanje se vrši do brtvene trake.

UPOZORENJE: Nakon što se čahura za vođenje nasloni na remen, sila pritiskanja ne smije se povećati iznad 1 tone, inače se čahura može uništiti.
Nakon zamjene čahura za vođenje, svakako izbrusite sjedišta ventila, pazeći na minimalnu dopuštenu kontrolnu dimenziju.
Umetnite novi ventil u vodeću čahuru tako da kraj stabla ventila bude u ravnini s rubom vodeće čahure i odredite razmak između stabla i vodeće čahure pomoću alata VW387 s indikatorom, prislanjajući vreteno indikatora na ventil glava (riža. 9).

Zamijenite vodeće čahure ako je očitanje indikatora veće od 1,0 mm za čahure ulaznog ventila i 1,3 mm za čahure ispušnog ventila.
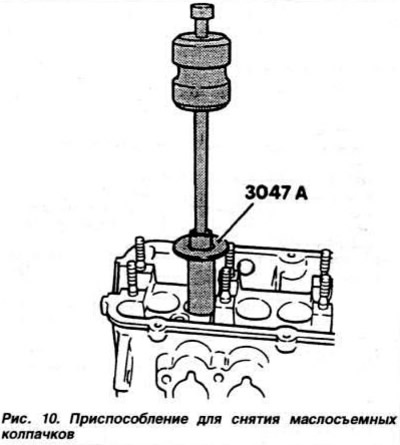
Uklanjanje i ugradnja brtvi ventila
Brtve stabla ventila uklanjaju se pomoću alata 3047A, čije se djelovanje jasno vidi na sl. 10. Brtve stabla ventila postavljaju se pomoću posebne plastične čahure koja se nosi na stablu ventila. Poklopac se namaže motornim uljem i pažljivo gurne prvo na rukavac, a zatim na vodilicu ventila (riža. jedanaest).

Komentari posjetitelja