
Ventily nepodliehajú prebrusovaniu, je povolené len ich brúsenie.
Veľkosti ovládania hlavy vstupného ventilu sú uvedené na obr. 3.
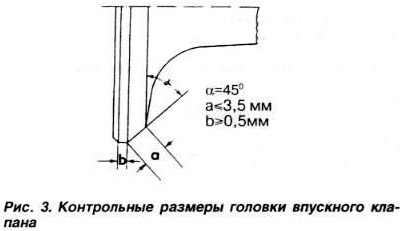
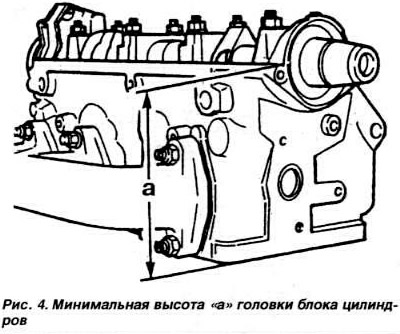
UPOZORNENIE: Pred opravou hlavy valcov skontrolujte veľkosť «A» (ryža. 4) nie menej ako 139,5 mm.
Prebrúsenie sediel ventilov
Pri opravách motorov s uvoľnenými ventilmi nestačí prebrúsiť sedlá, prešpúliť alebo vymeniť samotné ventily. Je tiež potrebné skontrolovať opotrebovanie vodiacich puzdier, najmä ak je motor odstránený z vozidla po značnom najazdení kilometrov.
Sedlá ventilov sa prebrusujú len v rozsahu potrebnom na obnovenie normálneho vzhľadu dosadacej plochy. Pred vykonaním operácie je potrebné vypočítať maximálnu hrúbku kovovej vrstvy, ktorá sa má odstrániť pri prebrúsení sedla. Ak je skutočný odber väčší ako vypočítaná hodnota, funkcia hydraulickej kompenzácie vôle ventilov bude narušená a hlava valcov bude musieť byť vymenená.
Výpočet maximálnej hrúbky odstránenej kovovej vrstvy pri prebrúsení sediel ventilov
POZNÁMKA: Ak sa ventil vymení počas opravy, na meranie sa vyberie nový.
Po vložení ventilu ho pevne zatlačte na sedlo.
merať vzdialenosť «A «(ryža. 5) medzi čelnou plochou drieku ventilu a hornou rovinou hlavy valcov.

Vypočítajte veľkosť «b» hraničná hrúbka odstránenej kovovej vrstvy ako rozdiel medzi nameranou vzdialenosťou «A» a minimálna povolená veľkosť kontroly «s» podľa vzorca
b = a - c
Minimálne prípustné ovládacie rozmery: pre vstupné ventily - 33,9 mm; pre výfukové ventily - 34,1 mm.
Príklad:
Nameraná vzdialenosť a=34,8 mm.
Minimálny prípustný kontrolný rozmer c=34,1 mm. Hraničná hrúbka kovovej vrstvy, ktorá sa má odstrániť, je b=0,7 mm.
Kontrolné rozmery na prebrúsenie sediel ventilov
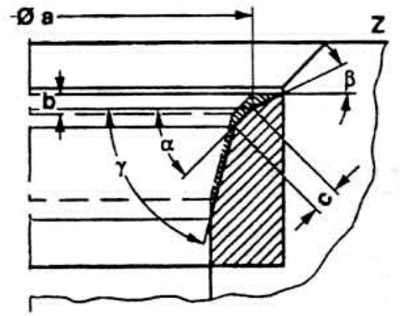
Ryža. 6. Rozmery pre brúsenie sedla vstupného ventilu: a - priemer sedadla, a = 38,3 mm; b je maximálne prípustné odstránenie kovu počas prebrúsenia; c - veľkosť, ktorá by nemala presiahnuť 1,4 mm (v prípade potreby sa vložkový krúžok sedla opraví pomocou frézy, ktorá poskytuje špecifikovaný korekčný uhol 75°); Z - spodná rovina hlavy valca; α — uhol skosenia sedla ventilu, ∠ α=45°; β je horný korekčný uhol, ∠ β=30°; γ je spodný korekčný uhol. γ = 75°
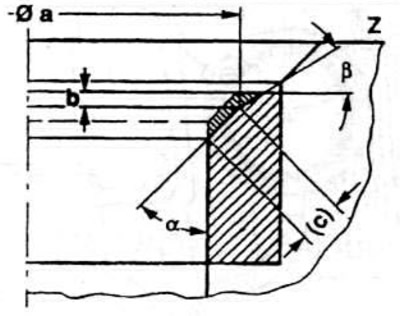
Ryža. 7. Rozmery pre brúsenie sedla výfukového ventilu: a - priemer sedadla, a = 33,5 mm; b je maximálne prípustné odstránenie kovu počas prebrúsenia; c - veľkosť, ktorá by nemala presiahnuť 2,0 mm (v prípade potreby sa vložkový krúžok sedla opraví pomocou frézy, ktorá poskytuje špecifikovaný korekčný uhol 75°); Z - spodná rovina hlavy valca; α — uhol skosenia sedla ventilu, ∠ α=45°; β je horný korekčný uhol, ∠ β=30°.
Výmena vodiacich puzdier hlavy valcov
Vylisovanie opotrebovaných vodiacich puzdier sa vykonáva pomocou nástroja 10-206 (ryža. 8). namontované na boku vačkového hriadeľa. Namažte nové puzdro motorovým olejom a zatlačte ho rovnakým nástrojom, tiež zo strany vačkového hriadeľa. Hlava valcov musí byť studená. Lisovanie sa vykonáva až po tesniaci pás.

UPOZORNENIE: Po priložení vodiaceho puzdra na pás by sa prítlačná sila nemala zvýšiť nad 1 tonu, inak môže dôjsť k zničeniu puzdra.
Po výmene vodiacich puzdier nezabudnite zbrúsiť sedlá ventilov, pričom dbajte na minimálny povolený ovládací rozmer.
Vložte nový ventil do vodiaceho puzdra tak, aby bol koniec drieku ventilu v jednej rovine s okrajom vodiaceho puzdra, a pomocou nástroja VW387 s indikátorom určte medzeru medzi driekom a vodiacim puzdrom, pričom driek indikátora opriete o ventil. hlavu (ryža. 9).

Vymeňte vodiace puzdrá, ak je údaj indikátora väčší ako 1,0 mm pre puzdrá sacích ventilov a 1,3 mm pre puzdrá výfukových ventilov.
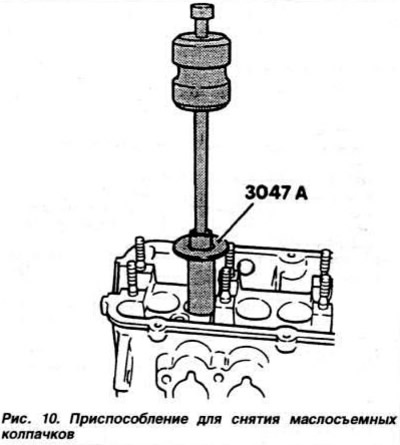
Demontáž a montáž tesnení drieku ventilu
Tesnenia drieku ventilu sa odstránia pomocou nástroja 3047A, ktorého činnosť je jasne vidieť na obr. 10. Tesnenia drieku ventilu sa inštalujú pomocou špeciálneho plastového puzdra, ktoré sa nosí na drieku ventilu. Uzáver sa namaže motorovým olejom a opatrne sa natlačí najprv na objímku a potom na vedenie ventilu (ryža. jedenásť).

Komentáre návštevníkov