
Unscrew the nuts of the fastening studs one by one in a crosswise pattern and remove the bearing caps No. 2 and 4. Remove both camshafts from the cylinder head bearings at the same time. Remove the valve lifters from the holes in the cylinder head, having previously marked them in order to put them in their original places during assembly. Using the VW 2037 tool, remove the crackers, plates, valve spring support washers. Take out the valves, remove the valve stem seals from the guide bushings, having previously applied alignment marks to the parts in case they are reused.
When repairing, using a straightedge and a set of feelers, check the flatness of the mating surface of the cylinder head with the cylinder block, which should not exceed 0.1 mm (for engine «ABF» - 0.05 mm).
If necessary, grind the mating surface of the cylinder head, observing the allowable limits. After grinding the mating surface of the cylinder head, also grind the valve seats to ensure a minimum distance «A» (pic. 2-143) between the end of the valve stem and the upper plane of the cylinder head, which should be 34.4 mm for intake valves and 34.7 mm for exhaust valves. Compliance with this dimension is necessary to ensure the normal operation of the hydraulic tappets and to prevent contact between the valve heads and the piston crown.

Check the condition of the valves and valve springs. Check the condition of the valve seats and grind them if necessary. using a special tool and observing the limiting dimensions specified in subsection «Design and specifications». If necessary, profil the working chamfers of the inlet valves. The working chamfers of the exhaust valves are not subject to grinding. Only grinding them is allowed. In other cases, they must be replaced. Thoroughly clean the cylinder head before assembly and after grinding and lapping seats and valves. Check the degree of wear of the valve guide bushings and the clearance between the bushings and valve stems. To do this, insert a new valve into the guide sleeve and determine the gap between the end of the rod and the edge of the guide sleeve using tool VW 387 with an indicator (pic. 2-144). Replace the guide bushings if the indicator reading is greater than 1 mm for the intake valve bushings and 1.3 mm for the exhaust valve bushings.

Install the camshafts in the bearings, install the bearing caps and tighten the nuts of the studs for fastening the bearing caps to a torque of 1.5 kgf·m.
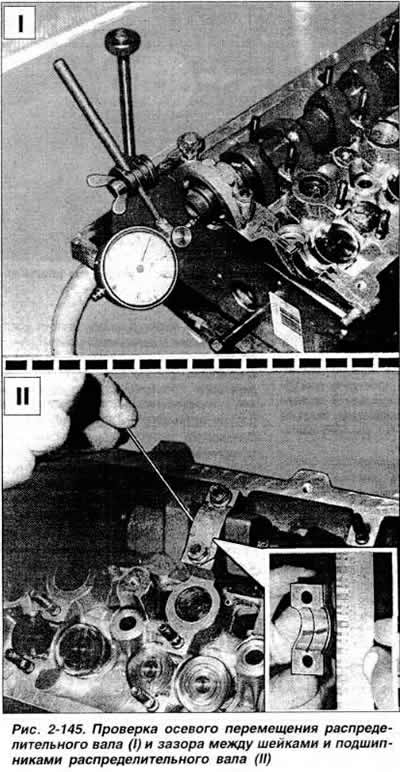
Using tool VW 387 with indicator, check the axial movement of the camshafts, which must not exceed 0.15 mm (pic. 2-145). Determine the clearance between the camshaft journals and bearing caps. To do this, remove the bearing caps, put a piece of calibrated plastic wire on each camshaft journal, install the bearing caps and tighten the fastening stud nuts to a torque of 1.5 kgf·m. Loosen the stud nuts, carefully remove the bearing caps and determine the gap size by flattening the wire using the scale printed on the wire package. The gap should not exceed 0.1 mm.
To assemble, insert the valves, after lubricating their rods with engine oil. Put the protective cap on the valve stem. Using drift VW 10204, press a new oil seal onto the valve guide. Install the valve spring washers into the cylinder head. Put on the valve stem a fixture for installing oil seals, after putting the cap on the end of the stem, and put the cap on until it stops, pressing the fixture with force. Remove the tool and check that the oil seal is correctly installed.
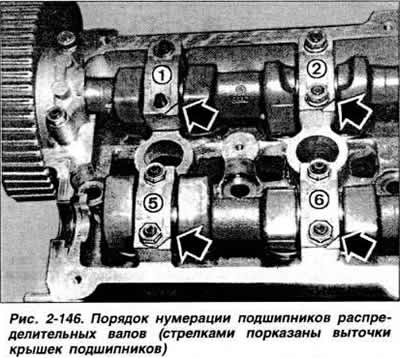
Install the valve spring caps, valve springs and cotters. Insert the valve tappets into the holes of the head, having previously lubricated them with engine oil. Pay special attention to ensure that the pushers are installed in their original places. Lay the camshafts in the head bearings so that the marks on their sprockets are opposite each other (pic. 2-148). Install the camshaft bearing caps in the reverse order of removal, paying attention to so that the grooves on the covers are located on the side of the exhaust camshaft (pic. 2-144). Tighten the nuts of the studs for fastening the bearing caps to a torque of 1.5 kgf·m. Using a suitable drift, press in the exhaust camshaft oil seal.

Install the exhaust camshaft sprocket and tighten the pulley bolt to 6.5 kgf·m. Install the intake manifold and exhaust manifold.
Visitor comments