
Поочередно крест-накрест отвернуть гайки шпилек крепления и снять крышки подшипников № 2 и 4. Вынуть одновременно из опор головки цилиндров оба распределительных вала. Вынуть из отверстий головки цилиндров толкатели клапанов, предварительно нанеся на них метки, чтобы при сборке поставить на прежние места. С помощью приспособления VW 2037 снять сухари, тарелки, опорные шайбы пружины клапанов. Вынуть клапаны, снять с направляющих втулок маслоотражательные колпачки клапанов, предварительно нанеся на детали установочные метки в случае их повторного использования.
При ремонте с помощью поверочной линейки и набора щупов проверить плоскостность поверхности сопряжения головки цилиндров с блоком цилиндров, которое не должно превышать 0,1 мм (для двигателя «ABF» — 0,05 мм).
При необходимости прошлифовать сопрягающуюся поверхность головки цилиндров, соблюдая допустимые пределы. После шлифования сопрягающейся поверхности головки цилиндров следует прошлифовать также седла клапанов для обеспечения минимального расстояния «а» (рис. 2-143) между торцом стержня клапана и верхней плоскостью головки цилиндров, которое должно быть равно 34,4 мм для впускных клапанов и 34,7 мм для выпускных клапанов. Соблюдение данного размера необходимо для обеспечения нормальной работы гидравлических толкателей и предотвращения касания между головками клапанов и днищем поршня.

Проверить состояние клапанов и клапанных пружин. Проверить состояние седел клапанов и при необходимости прошлифовать их. пользуясь специальным инструментом и соблюдая предельные размеры, указанные в подразделе «Конструкция и технические характеристики». Проилифовать при необходимости рабочие фаски впускных клапанов. Рабочие фаски выпускных клапанов шлифованию не подлежат. Допускается только их притирка. В остальных случаях они подлежат замене. Тщательно очистить головку цилиндров перед сборкой, а также после шлифования и притирки седел и клапанов. Проверить степень износа гнезд направляющих втулок клапанов и зазор между втулками и стержнями клапанов. Для этого вставить новый клапан в направляющую втулку и определить зазор между торцом стержня и кромкой направляющей втулки с помощью приспособления VW 387 с индикатором (рис. 2-144). Заменить направляющие втулки, если показание индикатора превышает 1 мм для втулок впускных клапанов и 1.3 мм для втулок выпускных клапанов.

Установить в подшипники распределительные валы, установить крышки подшипников и затянуть гайки шпилек крепления крышек подшипников моментом 1,5 кгс·м.
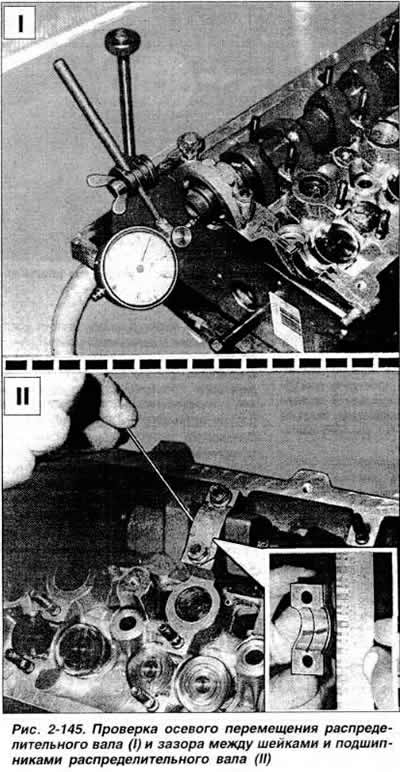
С помощью приспособления VW 387 с индикатором проверить осевое перемещение распределительных валов, которое не должно превышать 0,15 мм (рис. 2-145). Определить зазор между шейками распределительных валов и крышками подшипников. Для этого снять крышки подшипников, положить на каждую шейку распределительных валов отрезок пластмассовой калиброванной проволоки, установить крышки подшипников и затянуть гайки шпилек крепления моментом 1,5 кгс·м. Отвернуть гайки шпилек, осторожно снять крышки подшипников и по сплющиванию проволоки определить величину зазора с помощью шкалы, нанесенной на упаковке проволоки. Зазор не должен превышать 0,1 мм.
Для сборки вставить клапаны, предварительно смазав их стержни моторным маслом. Надеть на стержень клапана защитный колпачок. Оправкой VW 10204 напрессовать на направляющую втулку клапана новый маслоотражательный колпачок. Установить в головку цилиндров опорные шайбы клапанных пружин. Надеть на стержень клапана приспособление для установки маслоотражательных колпачков, предварительно надев колпачок на конец стержня, и надеть колпачок до упора, с силой нажав на приспособление. Снять приспособление и убедиться в правильной установке маслоотражательного колпачка.
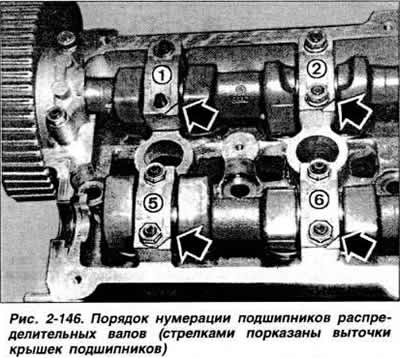
Установить тарелки клапанных пружин, клапанные пружины и сухари. Вставить в отверстия головки толкатели клапанов, предварительно смазав их моторным маслом. Обратить особое внимание на то, чтобы толкатели были установлены на прежние места. Уложить в опоры головки распределительные валы так, чтобы метки на их звездочках расположились друг против друга (рис. 2-148). Установить крышки подшипников распределительных валов в порядке, обратном снятию, обращая внимание на то. чтобы выточки на крышках располагались со стороны выпускного распределительного вала (рис. 2-144). Затянуть гайки шпилек крепления крышек подшипников моментом 1,5 кгс·м. С помощью подходящей оправки запрессовать сальник выпускного распределительного вала.

Установить зубчатый шкив выпускного распределительного вала и затянуть болт крепления шкива моментом 6,5 кгс·м Установить впускной трубопровод и выпускной коллектор.
Комментарии посетителей