
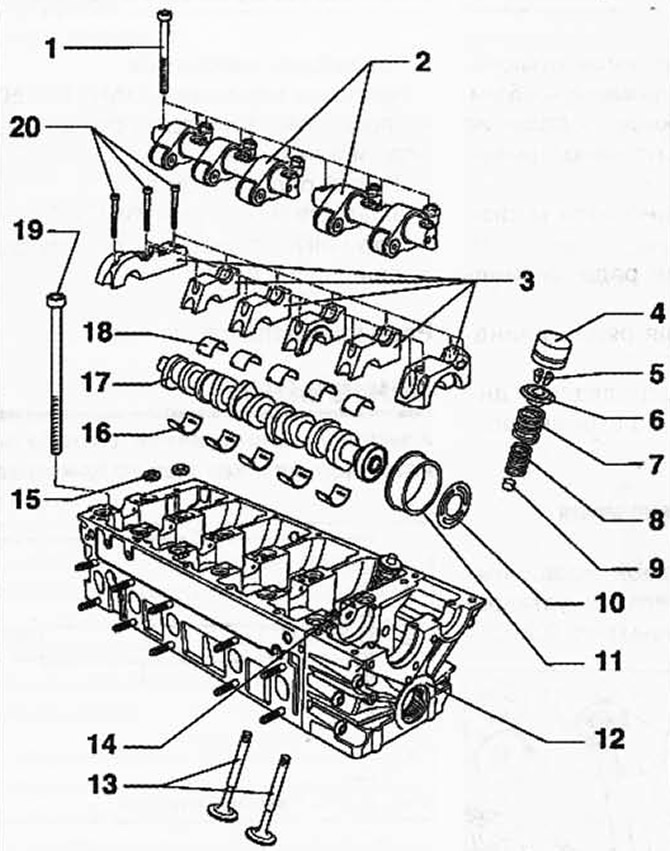
Pic. 2.207. Valve train components:
1 - bolt 20 Nm + tighten 1/4 turn. (90°); 2 - axis of roller levers; 3 - bearing cap; 4 - poppet pusher; 5 - conical cracker; 6 - valve spring plate; 7 - external valve spring; 8 - internal valve spring; 9 - valve stem seal; 10 - washer with diamond coating; 11 - bushing; 12 - cylinder head; 13 - valves; 14 - pump nozzle; 15 - washer; 16 - bearing shell; 17 - camshaft; 18 - bearing shell; 19 - cylinder head bolt; 20 - bolt 8 Nm + tighten 1/4 turn. (90°).
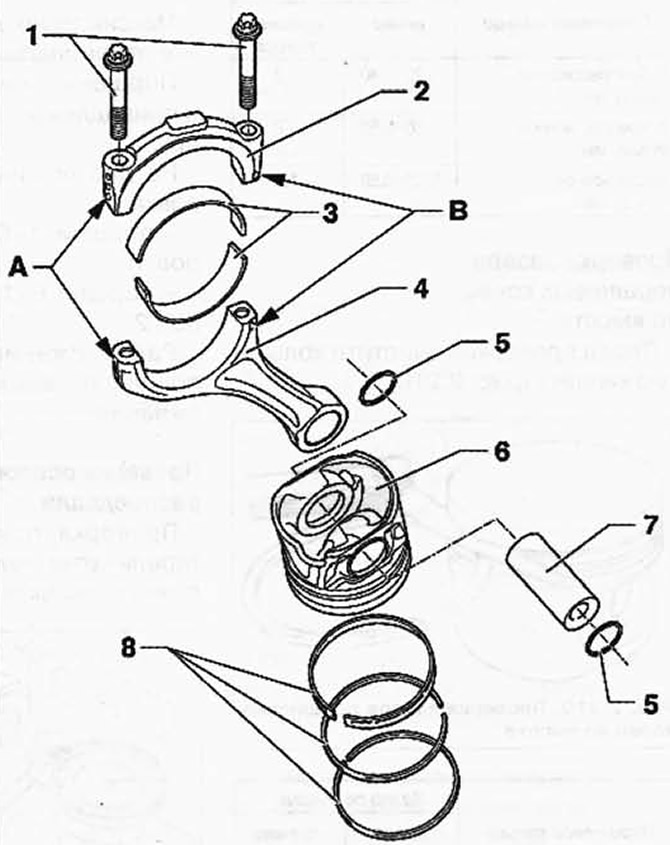
Pic. 2.208. Piston and connecting rod:
1 - connecting rod bolt, 30 Nm + tighten 1/4 turn. (90°); 2 - connecting rod cover; 3 - support insert; 4 - connecting rod; 5 - retaining ring; 6 - piston; 7 - piston pin; 8 - piston rings.
Checking the position of the pistons at top dead center
Piston protrusion cannot be measured in a workshop environment. The connection of the cylinder head with an aluminum cylinder block is carried out according to the anchor principle using anchor bolts. In this way, a compression of the cylinder block is achieved, which cannot be achieved with the dismantled cylinder head. For this reason, when replacing the cylinder head gasket, it is necessary to install a new cylinder head gasket with an identical index marking.
Piston and cylinder dimensions
NOTE: Repair sizes are not provided.
| Grinding size | Piston | Cylinder |
| Nominal size, mm | 80,97 | 81,01 |
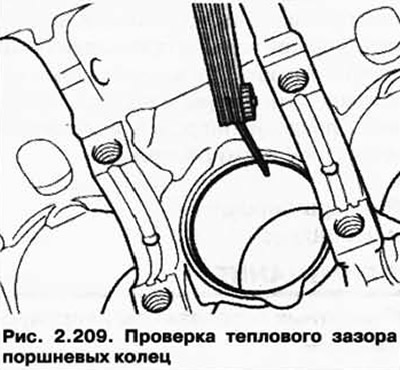
Checking the thermal clearance of the piston rings
Drive the piston ring from above, at right angles to the cylinder wall, to the bottom hole of the cylinder, at a distance of about 15 mm from its edge (pic. 2.209).
| Piston ring | Thermal gap | |
| new | wear limit | |
| 1. Compression ring, mm | 0,20-0,40 | 1,0 |
| 2. Compression ring, mm | 0,30-0,50 | 1,0 |
| Oil scraper ring, mm | 0,25-0,50 | 1,0 |
Checking the clearance of piston rings in height
Before checking, clean the annular groove (pic. 2.210).

| Piston ring | Height clearance | |
| new | wear limit | |
| 1. Compression ring, mm | 0,04-0,09 | 0,15 |
| 2. Compression ring, mm | 0,03-0,06 | 0,15 |
| Oil scraper ring, mm | 0,02-0,06 | 0,15 |
Checking the cylinder diameter
Measure in three places with a cross the transverse distance A and the longitudinal distance B (pic. 2.211).
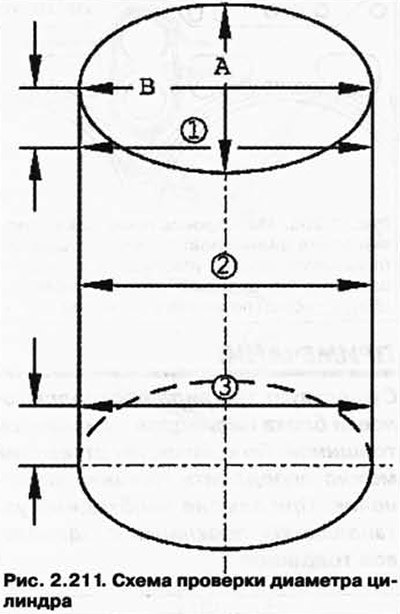
The maximum allowable deviation from the nominal size: 0.05 mm.
Piston: mounting position and belonging to the piston / cylinder -
The bottom of the piston is marked:
- pistons 1-5 for cylinder bank 1;
- pistons 6-10 for cylinder bank 2.
Location: The arrow on the bottom of the piston points to the suction side.
Checking the axial displacement of the camshaft
Checking with poppets dismantled and support covers installed (pic. 2.212).

First row of cylinders:
- bearing caps 2, 4 and 6 installed
Second row of cylinders:
- bearing caps 9, 11, and 13 installed
Limit wear: max. 0.15mm/
Apply sealant to the seating surfaces of the outer bearing caps.
Work order
Apply sealant AMV 176 501 on the surface in a thin even layer 1 (pic. 2.213).
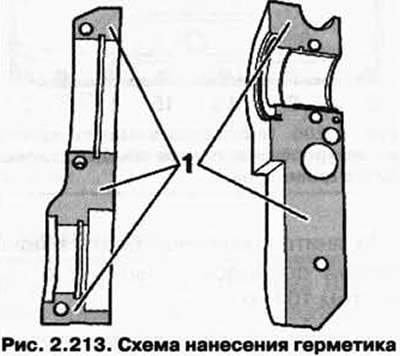
First row of cylinders:
- Apply sealant - AMV 176 501 to the seating surfaces of bearing caps 1 and 7
Second row of cylinders:
- Apply sealant AMV 176 501 to the seating surfaces of bearing caps 8 and 14
Valve sizes
NOTE: The valves must not be machined. Only lapping is allowed.
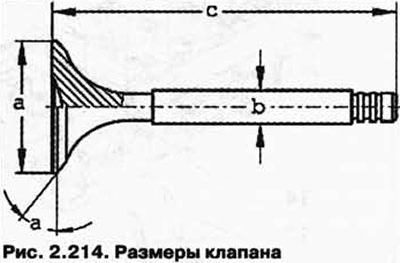
| Size | Short inlet valve | Long inlet valve |
| a, mm | 35,950 | 31,450 |
| b, mm | 6,980 | 6,956 |
| s, mm | 89,950 | 89,950 |
| a, deg | 45 | 45 |
Camshaft marking (valve timing)
The main circumference of the valve cam: a = 52.8 mm. The marking is applied in the form of stamped numbers and letters on the end surface of the camshaft drive side (pic. 2.215).
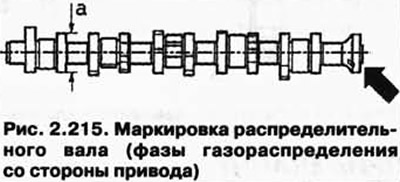
Drive side
- First row of cylinders: 07Z G.
- Second row of cylinders: 07Z H.
Valve timing with 1 mm valve stroke
| Inlet opens after TDC | 12,0° |
| Inlet closes after BDC | 21,5° |
| Issue opens before NMT | 30,0° |
| Issue closes before TDC | 20,5° |
Visitor comments