
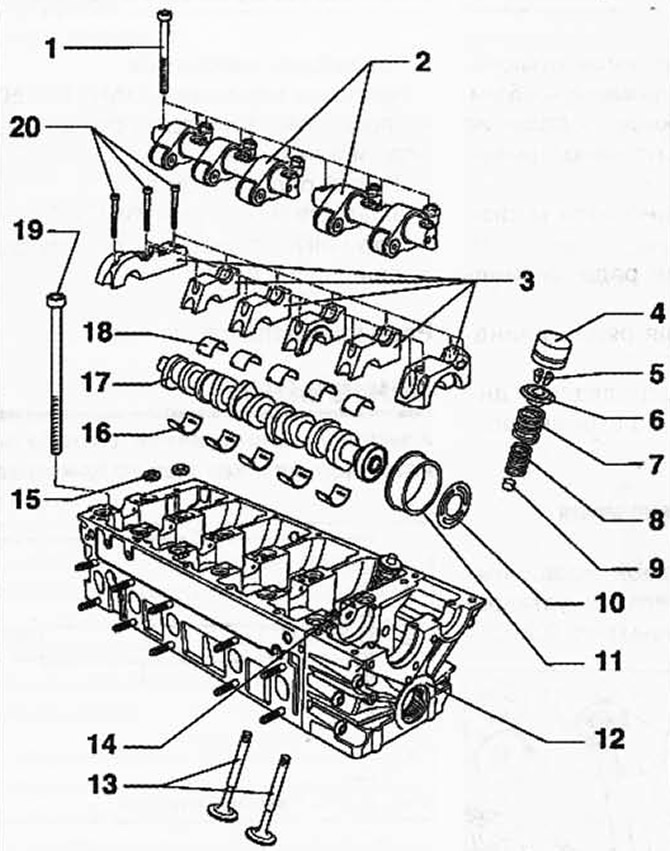
Ryža. 2.207. Komponenty ventilového rozvodu:
1 - skrutka 20 Nm + dotiahnutie o 1/4 otáčky. (90°); 2 - os valčekových pák; 3 - ložiskový uzáver; 4 - posúvač tanierov; 5 - kužeľový cracker; 6 - doska ventilovej pružiny; 7 - vonkajšia ventilová pružina; 8 - vnútorná ventilová pružina; 9 - tesnenie drieku ventilu; 10 - podložka s diamantovým povlakom; 11 - puzdro; 12 - hlava valca; 13 - ventily; 14 - tryska čerpadla; 15 - podložka; 16 - ložiskový plášť; 17 - vačkový hriadeľ; 18 - ložiskový plášť; 19 - skrutka hlavy valcov; 20 - skrutka 8 Nm + dotiahnutie o 1/4 otáčky. (90°).
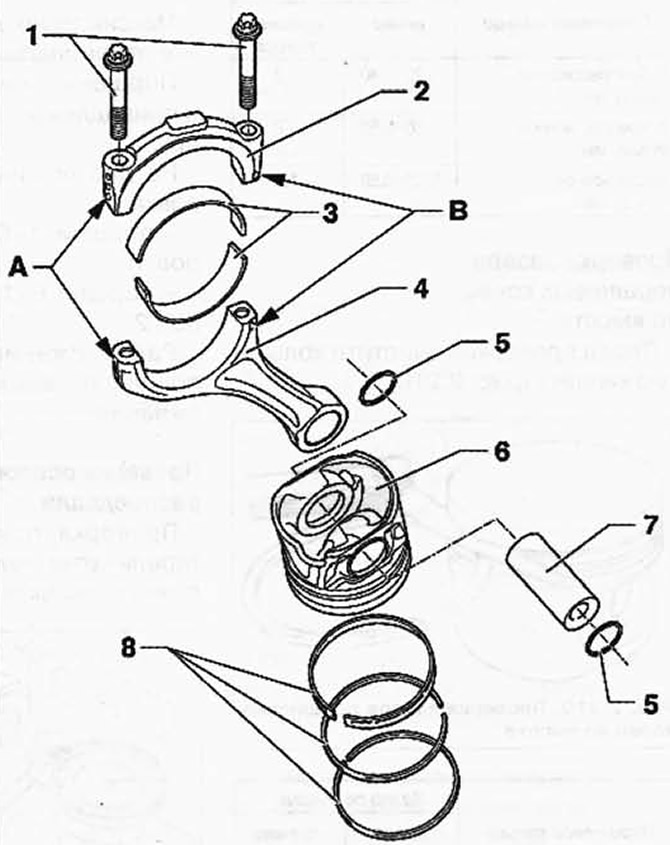
Ryža. 2,208. Piest a ojnica:
1 - skrutka ojnice, 30 Nm + dotiahnuť o 1/4 otáčky. (90°); 2 - kryt ojnice; 3 - nosná vložka; 4 - ojnica; 5 - poistný krúžok; 6 - piest; 7 - piestny čap; 8 - piestne krúžky.
Kontrola polohy piestov v hornej úvrati
Vyčnievanie piestu nie je možné merať v dielenskom prostredí. Spojenie hlavy valcov s hliníkovým blokom valcov sa vykonáva podľa kotviaceho princípu pomocou kotevných skrutiek. Týmto spôsobom sa dosiahne kompresia bloku valcov, ktorá sa nedá dosiahnuť pri demontovanej hlave valcov. Z tohto dôvodu je pri výmene tesnenia hlavy valcov potrebné namontovať nové tesnenie hlavy valcov s identickým indexovým označením.
Rozmery piestu a valca
POZNÁMKA: Rozmery na opravu nie sú k dispozícii.
| Veľkosť brúsenia | Piest | Valec |
| Nominálna veľkosť, mm | 80,97 | 81,01 |
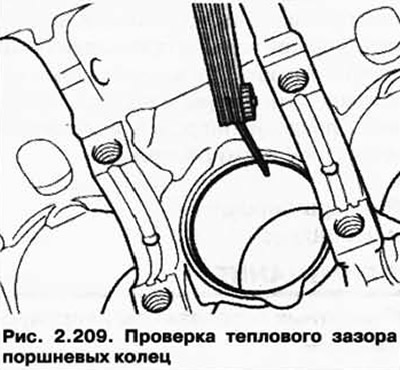
Kontrola tepelnej vôle piestnych krúžkov
Zatlačte piestny krúžok zhora v pravom uhle k stene valca k spodnému otvoru valca vo vzdialenosti asi 15 mm od jeho okraja (ryža. 2,209).
| Piestny krúžok | Tepelná medzera | |
| Nový | limit opotrebovania | |
| 1. Kompresný krúžok, mm | 0,20-0,40 | 1,0 |
| 2. Kompresný krúžok, mm | 0,30-0,50 | 1,0 |
| Krúžok na stieranie oleja, mm | 0,25-0,50 | 1,0 |
Kontrola vôle piestnych krúžkov vo výške
Pred kontrolou vyčistite prstencovú drážku (ryža. 2,210).

| Piestny krúžok | Svetlá výška | |
| Nový | limit opotrebovania | |
| 1. Kompresný krúžok, mm | 0,04-0,09 | 0,15 |
| 2. Kompresný krúžok, mm | 0,03-0,06 | 0,15 |
| Krúžok na stieranie oleja, mm | 0,02-0,06 | 0,15 |
Kontrola priemeru valca
Zmerajte na troch miestach krížikom priečnu vzdialenosť A a pozdĺžnu vzdialenosť B (ryža. 2.211).
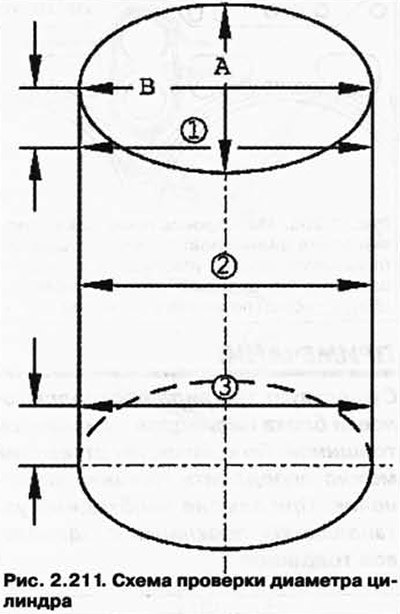
Maximálna povolená odchýlka od menovitého rozmeru: 0,05 mm.
Piest: montážna poloha a príslušnosť k piestu / valcu -
Spodná časť piestu je označená:
- piesty 1-5 pre rad valcov 1;
- piesty 6-10 pre rad valcov 2.
Umiestnenie: Šípka na spodnej strane piesta ukazuje na stranu nasávania.
Kontrola axiálneho posunu vačkového hriadeľa
Kontrola s demontovanými taniermi a nainštalovanými podpornými krytmi (ryža. 2.212).

Prvý rad valcov:
- namontované kryty ložísk 2, 4 a 6
Druhý rad valcov:
- namontované ložiskové uzávery 9, 11 a 13
Hraničné opotrebenie: max. 0,15 mm/
Naneste tesniaci prostriedok na dosadacie plochy vonkajších uzáverov ložísk.
Zákazka
Na povrch naneste tmel AMV 176 501 v tenkej rovnomernej vrstve 1 (ryža. 2,213).
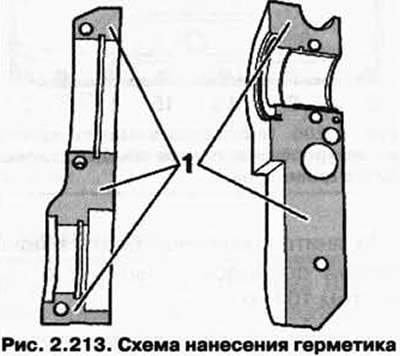
Prvý rad valcov:
- Naneste tmel - AMV 176 501 na dosadacie plochy vekov ložísk 1 a 7
Druhý rad valcov:
- Naneste tesniaci prostriedok AMV 176 501 na dosadacie plochy krytov ložísk 8 a 14
Veľkosti ventilov
POZNÁMKA: Ventily nesmú byť opracované. Povolené je len lapovanie.
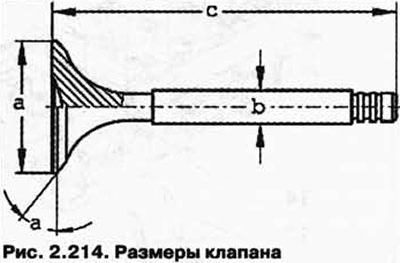
| Veľkosť | Krátky vstupný ventil | Dlhý prívodný ventil |
| a, mm | 35,950 | 31,450 |
| b, mm | 6,980 | 6,956 |
| s, mm | 89,950 | 89,950 |
| a, stupeň | 45 | 45 |
Označenie vačkového hriadeľa (časovanie ventilov)
Hlavný obvod vačky ventilu: označenie a = 52,8 mm sa aplikuje vo forme vyrazených čísel a písmen na koncovej ploche strany pohonu vačkového hriadeľa (ryža. 2,215).
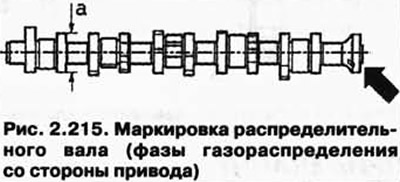
Strana pohonu
- Prvý rad valcov: 07Z G.
- Druhý rad valcov: 07Z H.
Časovanie ventilov so zdvihom ventilov 1 mm
| Vstup sa otvára po TDC | 12,0° |
| Vstup sa uzavrie po BDC | 21,5° |
| Vydanie sa otvára pred NMT | 30,0° |
| Vydanie sa uzavrie pred TDC | 20,5° |
Komentáre návštevníkov