
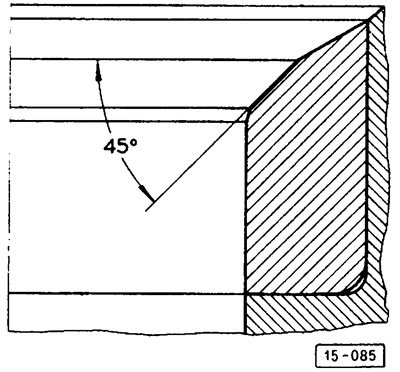
The 45°chamfer must be machined with particular care to maintain good seat alignment. In order to prevent premature wear of the cylinder head, the material must be removed until it begins to be removed across the entire width of the working chamfer.
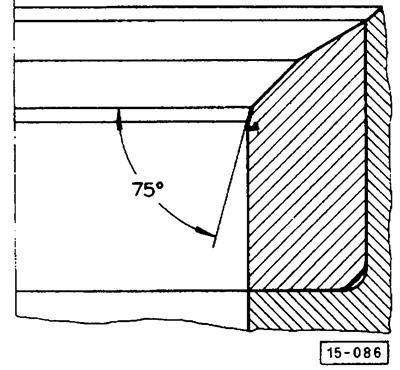
The 75°bottom edge of the exhaust valve seat ring surface should be slightly bent at this angle.
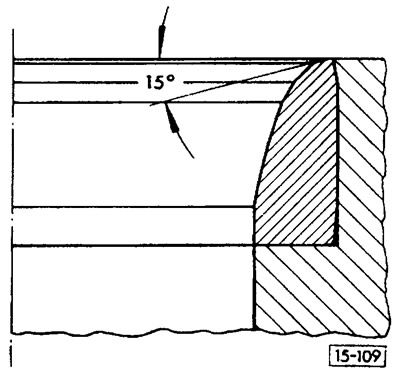
The 15°top edge of the seat ring surface must be cut at this angle until the correct width is achieved "A" working chamfer.
Width "A" the working chamfer should be 1.4-2.5 mm.
Visitor comments