
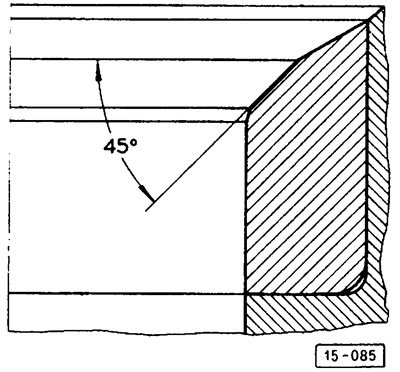
Фаска з кутом 45°повинна оброблятися особливо ретельно, щоб витримати якісне центрування сідла. Для того, щоб головка циліндрів передчасно не зносилася, матеріал потрібно знімати доти, доки він не почне видалятися по всій ширині фаски.
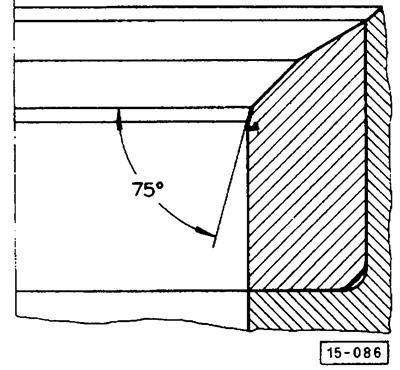
Нижня кромка з кутом 75°поверхні кільця сідла випускного клапана має бути трохи заломлена під цим кутом.
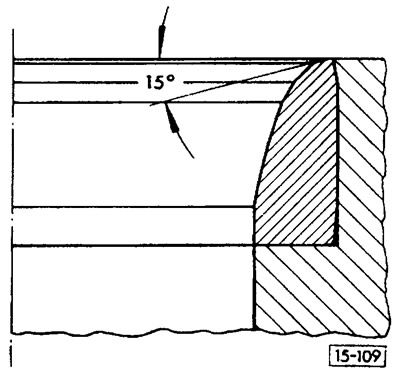
Верхню кромку з кутом 15°поверхні кільця сідла потрібно зрізати під цим кутом доти, доки не буде досягнуто правильної ширини "а" робочої фаски.
Ширина "а" робочої фаски має становити 1,4-2,5 мм.
Коментарі відвідувачів