
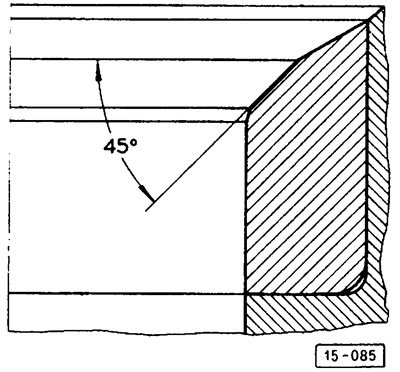
45°skosenie musí byť opracované obzvlášť opatrne, aby sa zachovalo dobré zarovnanie sedadla. Aby sa predišlo predčasnému opotrebovaniu hlavy valcov, je potrebné odoberať materiál, kým sa nezačne odstraňovať po celej šírke pracovnej fazety.
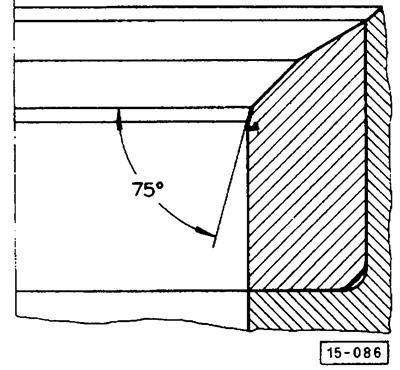
Spodný okraj 75°povrchu krúžku sedla výfukového ventilu by mal byť v tomto uhle mierne ohnutý.
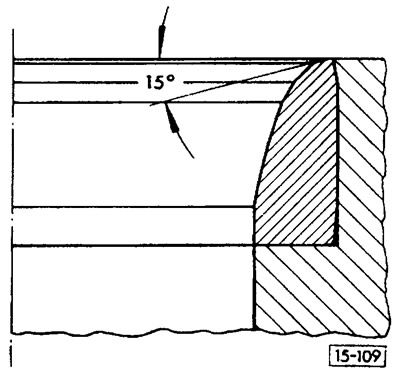
15°horná hrana povrchu sedlového krúžku musí byť zrezaná v tomto uhle, kým sa nedosiahne správna šírka "A" pracovné skosenie.
šírka "A" pracovná hrana by mala byť 1,4-2,5 mm.
Komentáre návštevníkov