
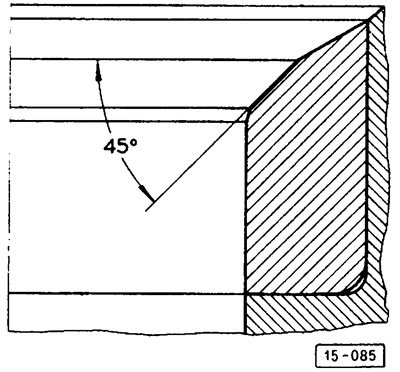
Фаска с углом 45° должна обрабатываться особенно тщательно, чтобы выдержать качественную центровку седла. Для того, чтобы головка цилиндров преждевременно не износилась, материал нужно снимать до тех пор, пока он не начнет удаляться по всей ширине рабочей фаски.
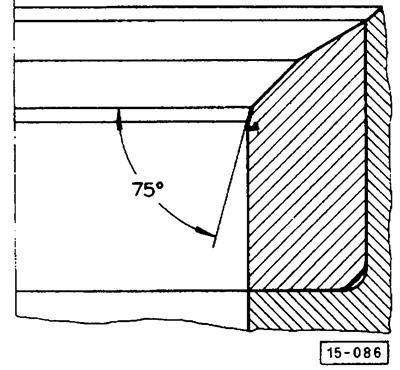
Нижняя кромка с углом 75° поверхности кольца седла выпускного клапана должна быть слегка преломлена под этим углом.
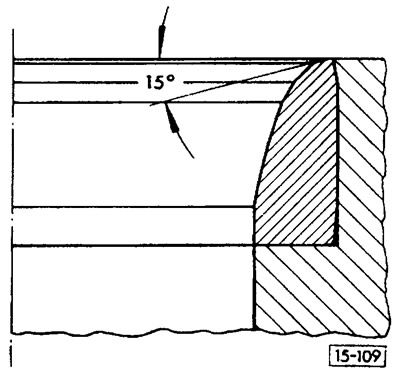
Верхнюю кромку с углом 15° поверхности кольца седла нужно срезать под этим углом до тех пор, пока не будет достигнута правильная ширина "а" рабочей фаски.
Ширина "а" рабочей фаски должна составлять 1,4-2,5 мм.
Комментарии посетителей