
Sprawdzanie sprężyn zaworów
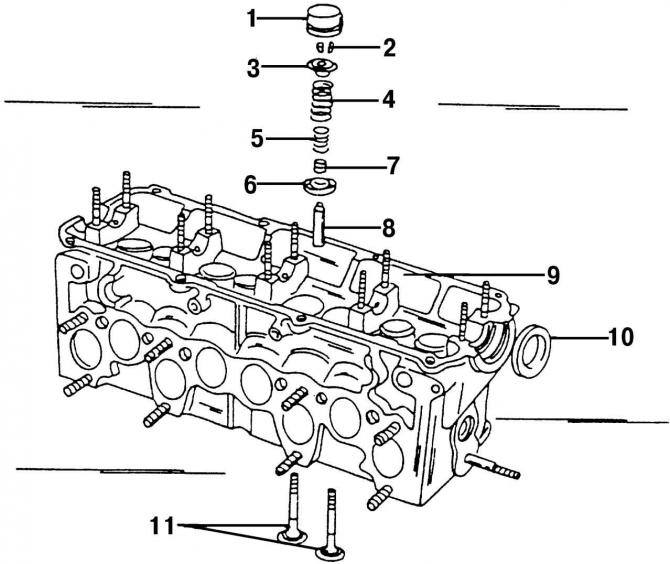
Ryż. 396. Szczegóły zaworów: 1 - popychacz grzybka; 2 - połowa stożkowej fazy zaworu; 3 - górna płytka sprężyny zaworu; 4 - zewnętrzna sprężyna zaworu; 5 - wewnętrzna sprężyna zaworu; 6 - dolne gniazdo sprężyny zaworu; 7 - korek deflektora oleju; 8 - tuleja prowadząca zaworu; 9 - głowica cylindrów; 10 - uszczelnienie wałka rozrządu; 11 - zawory
Sprężyny zaworów sprawdza się w taki sam sposób, jak w przypadku silnika benzynowego (szczegóły zaworu pokazano na rys. 396).
Prowadnice zaworów
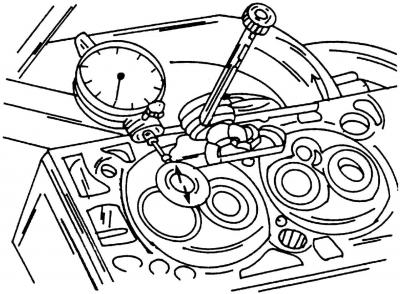
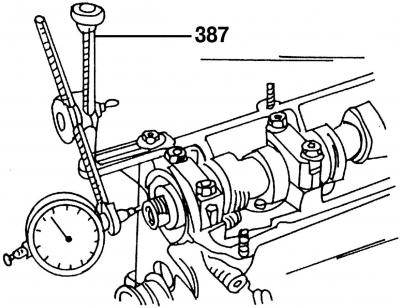
Ryż. 397. Sprawdzenie wskaźnika luzu trzonka zaworu w prowadnicy zaworu
Zainstaluj wskaźnik, jak pokazano na rys. 397 i włożyć zawór. Poruszaj tarczą zaworu u góry z boku na bok i sprawdź odczyt wskaźnika. Jeżeli uzyskana wartość jest większa niż 1,3 mm, wymienić prowadnicę zaworu. Ponieważ różnica w wielkości między zaworami wlotowymi i wylotowymi jest bardzo mała, należy bardzo uważać, aby nie pomylić zaworów wlotowych i wydechowych i wkładać je tylko do odpowiednich otworów.
Głowicę po szlifowaniu można użytkować, jeżeli posiada drobne rysy między gniazdami zaworów, pod warunkiem, że rysy nie są szersze niż 0,5 mm.
Aby wymienić prowadnicę zaworu, wyciśnij starą prowadnicę zaworu za pomocą odpowiedniego wybijaka z boku wałka rozrządu głowicy cylindrów. Jeśli zauważysz, że prowadnice zaworów są sklejone, należy je wycisnąć z boku komory spalania (wymienione tuleje posiadają mocowanie śrubowe). Głowica cylindrów może być podgrzewana w celu ułatwienia tej pracy. Na stemplu prowadnicy zaworu przykręć czop, który pasuje do wnętrza prowadnicy zaworu.
Jeśli konieczna jest wymiana prowadnicy zaworu, wymień na nią zawór. Następnie wyszlifuj gniazda zaworów.
Dobrze nasmaruj nowe prowadnice zaworów olejem i wciśnij je od strony wałków rozrządu do zimnej głowicy cylindrów, tak aby występ prowadnicy zaworów wszedł do głowicy cylindrów. Siła nacisku nie powinna przekraczać 1 t, w przeciwnym razie kołnierz może zostać ścięty.
Po wciśnięciu prowadnicy zaworu obrób ją specjalnym rozwiertakiem. Obrobić tuleje prowadzące zaworów dolotowych i wydechowych za pomocą rozwiertaka 8,0 mm. Spowoduje to automatyczne uzyskanie prawidłowego luzu prowadnic zaworów.
Uwaga! Jeśli prowadnice zaworów zostały wymienione, gniazda zaworów należy wyfrezować.
Gniazda zaworowe
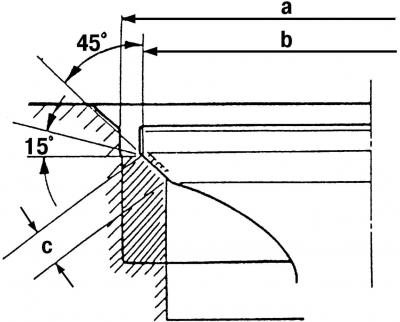
Ryż. 398. Typ gniazda zaworu (Przedstawione wartości pomiarów podane są w tabeli regulacji i kontroli.): a - średnica gniazda zaworu; b - średnica głowicy zaworu; c - szerokość gniazda zaworu
Gniazda zaworów procesowych zgodnie z pokazanymi na rys. 398 rozmiarów. Sprawdź wszystkie gniazda zaworów pod kątem zużycia i zarysowań. Lekkie zużycie można usunąć za pomocą noża (45°). Jeśli gniazdo jest mocno zużyte, ponownie wyfrezuj gniazda zaworów. Jak już wspomniano, jeśli tuleje zaworów zostały wymienione, gniazda zaworów muszą zostać dotarte.
Wykonaj następujące pomiary, aby określić rozmiar przeróbki gniazda zaworu:
- włożyć zawór do tulei prowadzącej i docisnąć gniazdo zaworu;
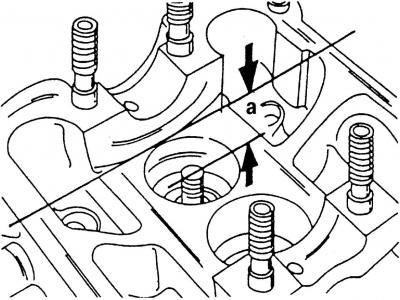
Ryż. 399. Pomiar głębokości a podczas obróbki gniazd zaworowych (pokazane strzałkami)
- interwał miary a (Ryż. 399), między górną częścią zaworu a górną krawędzią głowicy cylindrów;
- Oblicz maksymalną i minimalną dopuszczalną wartość zmierzonej wartości po frezowaniu. Na zaworach wlotowych powinien wynosić 35,8 mm, na wydechu - 36,1 mm. Jeśli minimalna odległość zostanie odjęta od zmierzonej wartości, uzyskana zostanie maksymalna dopuszczalna wartość. Będzie to ważne podczas wykonywania pracy opisanej poniżej.
Gniazda zaworów należy wyfrezować, jeśli zostały zamontowane nowe tuleje prowadzące. Do tego potrzebujesz:
- 45°, a następnie 15°na górnej krawędzi gniazda zaworu (Ryż. 398), aby zmniejszyć szerokość gniazda zaworu i doprowadzić go do 2,7 mm dla zaworów wlotowych i 2,05 mm dla zaworów wydechowych. Przetwarzanie należy zatrzymać, gdy tylko wymiary gniazda zaworu osiągną określone wymiary. Gniazda zaworów wydechowych mają ograniczniki średnicy. Podczas przetwarzania należy uważać, aby nie uszkodzić tych ograniczników;
- aby nie rozwiercać zbytnio gniazd zaworów w głowicy cylindrów, należy koniecznie wykonać pomiary opisane powyżej;
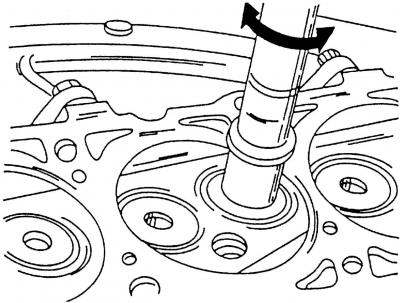
Ryż. 400. Szlifowanie zaworów
- szlifowane gniazda zaworów. W tym celu nałóż niewielką ilość pasty do docierania na gniazdo zaworu i zainstaluj zawór w odpowiednim gnieździe. Obracanie w przód iw tył (Ryż. 400) wykonać szlifowanie;
- po docieraniu dokładnie oczyść wszystkie części z brudu i pasty docierającej oraz sprawdź gniazdo zaworu w miejscu grzybka zaworu i pierścienia uszczelniającego. Na obu częściach powinien być widoczny ciągły nieprzezroczysty pierścień;
- narysuj ołówkiem kilka linii na pierścieniu w płytce zaworowej. Wokół pierścienia należy narysować kreski w odstępach około 1 mm. Następnie ostrożnie włóż zawór do tulei prowadzącej, opuść go na gniazdo i obróć o około 90°, wywierając niewielką siłę na zawór;
- wyjmij zawór i sprawdź, czy nie ma linii ołówka z o-ringu.
Jeśli szerokość gniazda zaworu odpowiada podanym wymiarom, można zamontować głowicę cylindrów. W przeciwnym razie należy przerobić gniazda zaworów lub przynajmniej zamontować nową głowicę cylindrów.
Zawory
Drobne uszkodzenia powierzchni głowic zaworów można naprawić poprzez docieranie zaworów w gniazdach głowicy cylindrów, jak już opisano.
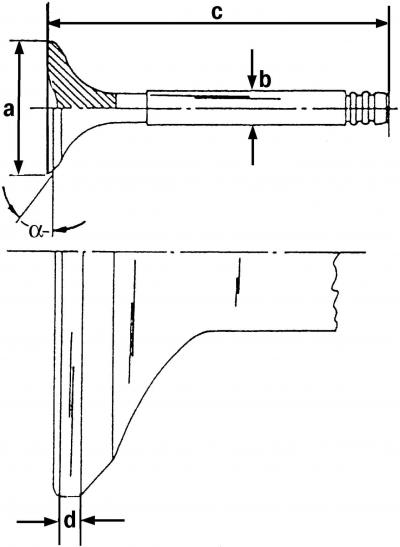
Ryż. 401. Główne wymiary zaworów. Dokładne wartości znajdują się w tabeli regulacji i kontroli. Wartość d nie może być mniejsza od minimalnej wartości nominalnej tego wymiaru: a - średnica dysku zaworu; b - średnica trzonka zaworu, c - długość zaworu; d - krawędź dysku zaworu; a = 45°
Wykonaj pomiary (Ryż. 401) i wymienić wszystkie zawory o nieprawidłowym rozmiarze. Możesz pobrać wartości odpowiadające oznaczeniom a, b i c z tabeli tolerancji i kontroli.
Jeśli końce trzpieni zaworów są zużyte, można je zeszlifować na szlifierce, pod warunkiem, że podczas szlifowania usunie się nie więcej niż 0,5 mm materiału.
Tarcze zaworów dolotowych można szlifować na szlifierce do zaworów pod warunkiem, że wartość b (Ryż. 401) będzie mniejszy niż 0,5 mm.
Szlifowanie na maszynie zaworów wydechowych jest niedozwolone, ponieważ są one wykonane ze specjalnego materiału. Tylko poprzez docieranie pastą zawory wydechowe i wlotowe mogą zostać przywrócone do normalnego stanu lub w inny sposób wymienione.
Głowica cylindra
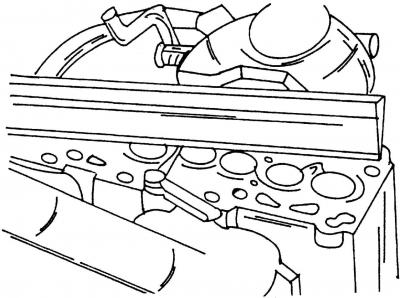
Ryż. 402. Sprawdzenie głowicy cylindrów pod kątem odkształceń za pomocą linijki pomiarowej i szczelinomierza
Dokładnie oczyść współpracujące powierzchnie głowicy cylindrów i bloku cylindrów i sprawdź powierzchnię głowicy cylindrów pod kątem odkształceń. Aby to zrobić, umieść linijkę pomiarową na głowie (Ryż. 402) i za pomocą szczelinomierza sprawdzić luz wzdłuż, w poprzek i po przekątnej. Jeśli szczelinomierz można wsunąć na głębokość większą niż 0,1 mm, głowicę cylindrów należy wyszlifować. Jeśli szczelina w jakimkolwiek miejscu jest większa, należy wymienić głowicę cylindrów, ponieważ usunięcie większej warstwy metalu jest niedopuszczalne. Deformacja powierzchni głowicy cylindrów może wystąpić na przykład w przypadku przegrzania silnika.
Wał rozrządczy
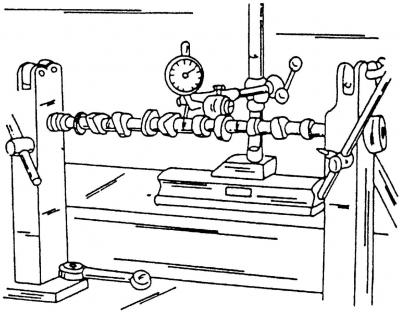
Ryż. 403. Sprawdzenie bicia wałka rozrządu
Aby określić zużycie wałka rozrządu, zaciśnij go, jak pokazano na rys. 403 i zamontować wskaźnik na czopie łożyska środkowego. Jeśli wskaźnik pokazuje odchylenie większe niż 0,01 mm, oznacza to, że wałek rozrządu jest zdeformowany i należy go wymienić.
Sprawdź czopy wałków rozrządu pod kątem uszkodzeń.
Ryż. 404. Pomiar luzu osiowego wałka rozrządu
Aby zmierzyć luz osiowy wałka rozrządu, włóż wałek rozrządu do głowicy cylindrów (bez popychaczy) i zabezpiecz go zewnętrznymi pokrywami łożysk. Umieść głowicę cylindra na gładkiej powierzchni. Zamontować wskaźnik na powierzchni czołowej (Ryż. 404) i przesuwaj wałek do przodu i do tyłu w kierunku osi. Szczelina nie powinna być większa niż 0,15 mm. W przeciwnym razie powierzchnia nośna pokrywy łożyska jest zużyta.
Komentarze gości