
Праверка затамкавых спружын
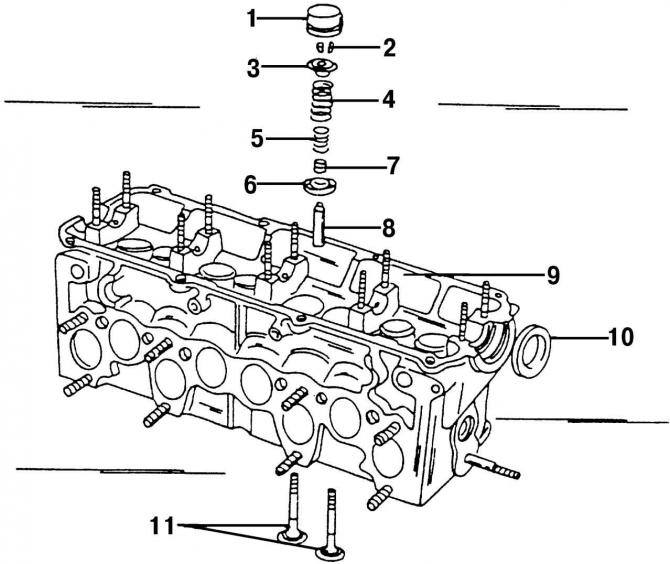
Мал. 396. Дэталі клапанаў: 1 - талерчаты штурхач; 2 - паловы канічнай фаскі клапана; 3 - верхняя талерка затамкавай спружыны; 4 - знешняя затамкавая спружына; 5 - унутраная затамкавая спружына; 6 - ніжняе сядло затамкавай спружыны; 7 - маслоотражательный каўпачок; 8 - накіроўвалая ўтулка клапана; 9 - галоўка блока цыліндраў; 10 - сальнік размеркавальнага вала; 11 - клапаны
Праверка затамкавых спружын ажыццяўляецца гэтак жа, як і для бензінавага рухавіка (дэталі клапанаў паказаны на мал. 396).
Накіроўвалыя ўтулкі клапанаў
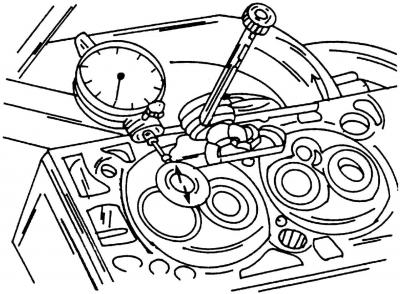
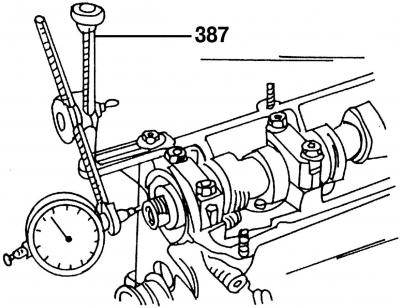
Мал. 397. Праверка індыкатарам зазору стрыжня клапана ў накіроўвалай утулцы клапана
Усталюйце індыкатар, як гэта паказана на мал. 397, і ўстаўце клапан. Пакачайце талерку клапана ў верхняй частцы з боку ў бок і праверце паказанні індыкатара. Калі атрыманая велічыня больш за 1,3 мм, то заменіце накіроўвалую ўтулку клапана. Бо розніца ў памерах паміж впускнымі і выпускнымі клапанамі вельмі малаважная, то будзьце вельмі ўважлівыя, каб не пераблытаць впускные і выпускныя клапаны і ўстаўляйце іх толькі ў якія адпавядаюць адтуліны.
Можна выкарыстоўваць пасля шліфоўкі галоўку блока цыліндраў, калі на ёй ёсць маленькія драпіны паміж сёдламі клапанаў, пры ўмове, што драпіны не шырэй 0,5 мм.
Для замены накіравальнай утулкі клапана выдушыце старую ўтулку пры дапамозе падыходнай апраўкі са боку размеркавальнага вала галоўкі блока цыліндраў. Калі вы заўважыце, што накіравальныя ўтулкі клапанаў маюць змацаванне, то іх варта выціскаць са боку камеры згарання (замененыя ўтулкі маюць прыкручанае змацаванне). Галоўка блока цыліндраў можа быць нагрэтая для таго, каб аблегчыць гэтую працу. На прызначаны для выпрасоўкі накіравальнай утулкі клапана мыслік прыкруціце цапфу, якая падыходзіць па памеры да ўнутранага боку накіравальнай утулкі клапана.
Калі неабходна замяніць накіроўвалую ўтулку клапана, то разам з ёй заменіце і сам клапан. Пасля гэтага адшліфуйце сядла клапанаў.
Новыя накіравальныя ўтулкі клапанаў добра вышмаруйце алеем і ўпрасуйце іх са боку размеркавальных валаў у лядоўню галоўку блока цыліндраў такім чынам, каб кант накіроўвалай утулкі клапана ўвайшоў у галоўку блока цыліндраў. Ціск запрэсоўкі пры гэтым не павінна быць больш, чым 1 т, бо ў адваротным выпадку кант можа быць зрэзаны.
Накіроўвалую ўтулку клапана пасля запрэсоўкі апрацуйце адмысловай разгорткай. Накіравальныя ўтулкі впускных і выпускных клапанаў апрацуйце разгорткай на 8,0 мм. Пры гэтым аўтаматычна атрымаецца правільны зазор накіроўвалых утулак клапанаў.
Увага! Калі была заменены накіроўвалыя ўтулкі клапанаў, то сёдлы клапанаў павінны быць адфрэзераваны.
Сядла клапана
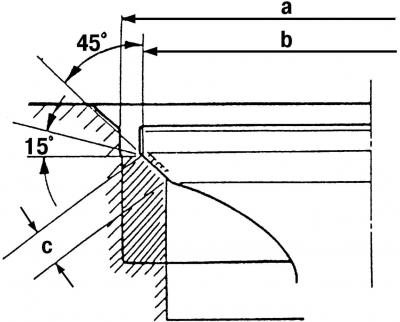
Мал. 398. Выгляд сядла клапана (Значэнні паказаных вымярэнняў прыведзены ў табліцы рэгуляванняў і кантролю.): a - дыяметр сядла клапана; b - дыяметр галоўкі клапана; c - шырыня сядла клапана
Сядла клапанаў апрацуйце ў адпаведнасці з паказанымі на мал. 398 памерамі. Праверце ўсе сёдлы клапанаў на знос і наяўнасць драпін. Лёгкі знос можа быць выдалены фрэзай (45°). Калі сядло моцна зношанае, сёдлы клапанаў адфрэзерыруйце зноўку. Як ужо было сказанае, калі былі замененыя ўтулкі клапанаў, то сёдлы клапанаў варта абавязкова прыціраць.
Правядзіце наступныя вымярэнні, каб вызначыць памер дадатковай апрацоўкі для сядла клапана:
- устаўце клапан у яго накіроўвалую ўтулку і націсніце на сядло клапана;
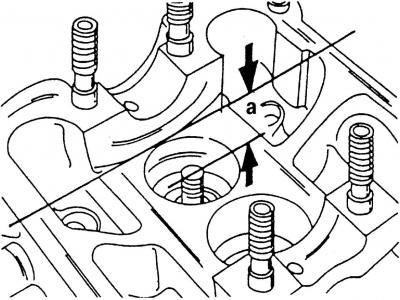
Мал. 399. Вымярэнне глыбіні a пры дадатковай апрацоўцы сёдлаў клапанаў (паказана стрэлкамі)
- вымерайце інтэрвал а (мал. 399), паміж вяршыняй клапана і верхнім краем галоўкі блока цыліндраў;
- вылічыце максімальна і мінімальна дапушчальнае пасля фрэзеравання значэнне вымеранай велічыні. На впускных клапанах яна павінна складаць 35,8 мм, на выпускных - 36,1 мм. Калі ад вымеранай велічыні адняць мінімальную адлегласць, то будзе атрымана максімальна дапушчальная велічыня. Гэта будзе важна пры правядзенні работ, якія апісаны далей.
Сядла клапанаў варта адфрэзераваць у тым выпадку, калі былі ўсталяваныя новыя накіравальныя ўтулкі. Для гэтага трэба:
- апрацаваць фрэзай пад кутом 45°, а пасля гэтага фрэзай пад кутом 15°верхні бок сядла клапана (мал. 398), каб памяншаць шырыню сядла клапана і давесці яе да 2,7 мм для впускных і 2, 05 мм - для выпускных клапанаў. Апрацоўку варта спыніць, як толькі памеры сядла клапана дасягнуць указаных памераў. Сядла выпускных клапанаў маюць абмежавальнікі дыяметра. Пры правядзенні апрацоўкі сочыце за тым, каб не пашкодзіць гэтыя абмежавальнікі;
- каб не змарнатравіць сёдлы клапанаў у галоўцы блока цыліндраў занадта моцна, абавязкова зрабіце апісаныя вышэй замеры;
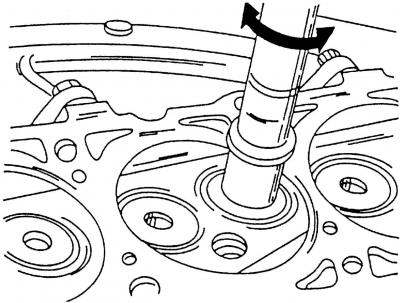
Мал. 400. Прыцірка клапана
- адшліфуйце апрацаваныя сядла клапанаў. Для гэтага вырабіце на сядло клапана невялікая колькасць притирочной пасты і ўсталюеце клапан у якое адпавядае сядло. Вярчальным рухам наперад-назад (мал. 400) здзейсніце прыцірку;
- пасля прыціркі старанна ачысціце ўсе часткі ад бруду і притирочной пасты і праверце сядло клапана ў месцы талеркі клапана і ўшчыльняльнага кольца. Павінна быць відаць бесперапыннае матавае кольца на абедзвюх дэталях;
- вырабіце алоўкам некалькі рысачак на кольцы ў талерцы клапана. Рысачкі павінны быць намаляваныя вакол кольца з інтэрвалам прыкладна 1 мм. Пасля гэтага асцярожна ўстаўце клапан у накіроўвалую ўтулку, апусціце яго на сядло і звярніце па акружнасці на 90°, прыкладаючы да клапана невялікі высілак;
- выміце клапан і праверце, ці зніклі нанесеныя алоўкам лініі з ушчыльняльнага кольца.
Калі шырыня сядла клапана адпавядае паказаным памерам, то галоўку блока цыліндраў можна ўсталёўваць. У адваротным выпадку сядла клапанаў неабходна апрацаваць паўторна ці ў самым крайнім выпадку ўсталяваць новую галоўку блока цыліндраў.
Клапаны
Невялікія пашкоджанні паверхні талерак клапанаў могуць быць ухілены прыціркай клапанаў у сёдлах галоўкі блока цыліндраў, як гэта ўжо было апісана.
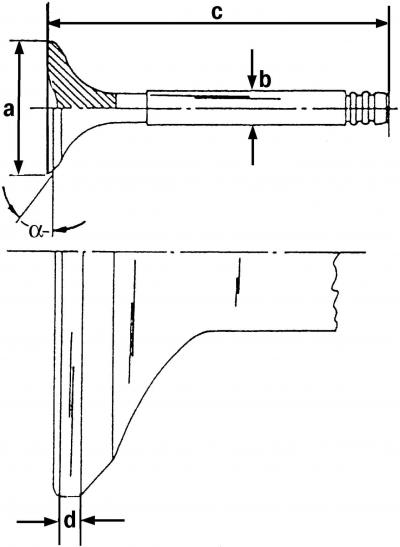
Мал. 401. Асноўныя памеры клапанаў. Дакладныя значэнні велічынь варта глядзець у табліцы рэгуляванняў і кантролю. Значэнне d не можа быць менш за мінімальную намінальную велічыню гэтага памеру: a - дыяметр талеркі клапана; b - дыяметр стрыжня клапана, c - даўжыня клапана; d - край талеркі клапана; a = 45°
Правядзіце замеры (мал. 401) і заменіце ўсе клапаны, якія не адпавядаюць гэтым памерам. Велічыні, якія адпавядаюць абазначэнням a, b і c, вы можаце ўзяць з табліцы допускаў і кантролю.
Калі зношаныя канцы штокоў клапанаў, іх можна адшліфаваць на шліфавальным станку пры ўмове, што пры шліфоўцы будзе знята не больш за 0,5 мм матэрыялу.
Талеркі впускных клапанаў могуць быць адшліфаваны на станку для шліфавання клапанаў, пры ўмове, што велічыня b (мал. 401) будзе не менш 0,5 мм.
Шліфаванне на станку недапушчальна для выпускных клапанаў, бо яны зроблены са спецыяльнага матэрыялу. Толькі прыціркай з дапамогай пасты можна зноў прывесці выпускныя і впускные клапаны ў норму ці, у адваротным выпадку, замяніць іх.
Галоўка блока цыліндраў
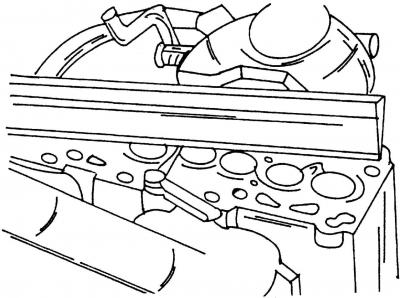
Мал. 402. Праверка галоўкі блока цыліндраў на дэфармацыю пры дапамозе вымяральнай лінейкі і мац
Дбайна пачысціце спалучаныя плоскасці галоўкі блока цыліндраў і блока цыліндраў і праверце паверхню галоўкі блока цыліндраў на дэфармацыю. Для гэтага пакладзіце на галоўку вымяральную лінейку (мал. 402) і з дапамогай вымяральнага маца праверце прасвет уздоўж, папярок і па дыяганалі. Калі мац можна ўставіць больш за на 0,1 мм, то галоўку блока цыліндраў трэба шліфаваць. Калі зазор у якім-небудзь месцы больш, то галоўку блока цыліндраў варта замяніць, бо здыманне большага пласта металу недапушчальна. Дэфармацыя паверхні галоўкі блока цыліндраў можа адбыцца, напрыклад пры перагрэве рухавіка.
Размеркавальны вал
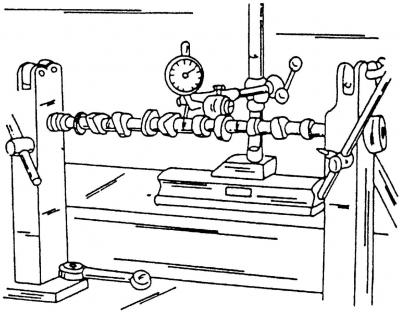
Мал. 403. Праверка біцця размеркавальнага вала
Для вызначэння зносу размеркавальнага вала зацісніце яго, як гэта паказана на мал. 403, і ўсталюеце індыкатар на шыйку цэнтральнага падшыпніка. Калі прыбор пакажа адхіленне больш за ў 0,01 мм, то размеркавальны вал дэфармаваны, і яго неабходна замяніць.
Праверце шыйкі размеркавальнага вала на наяўнасць пашкоджанняў.
Мал. 404. Вымярэнне восевага зазору размеркавальнага вала
Для вымярэння восевага зазору размеркавальнага вала ўкладзяце размеркавальны вал у галоўку блока цыліндраў (без штурхачоў) і замацуеце яго крайнімі вечкамі падшыпнікаў. Усталюеце галоўку блока цыліндраў на гладкую паверхню. Устанавіце індыкатар на тарцовай паверхні (мал. 404) і рухайце вал наперад назад па кірунку восі. Зазор не павінен быць больш за 0,15 мм. У адваротным выпадку зношаная апорная паверхня вечка падшыпніка.
Каментары наведвальнікаў