
Провера опруга вентила
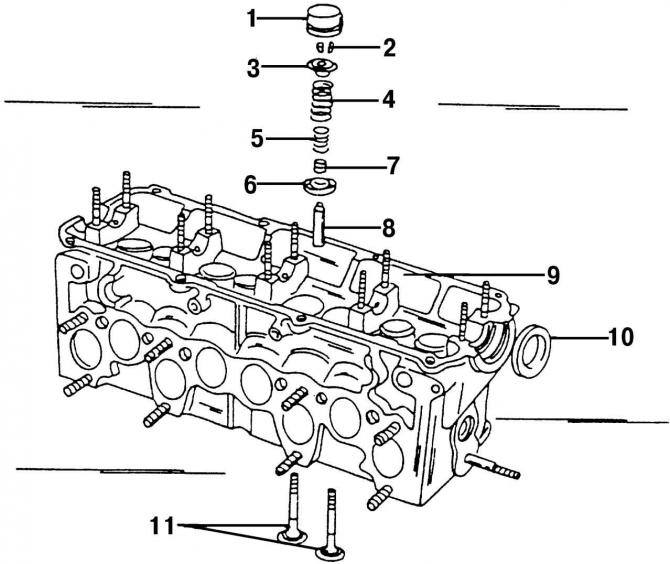
Сл. 396. Детаљи вентила: 1 - потискивач за клапне; 2 - половина конусног убода вентила; 3 - горња плоча опруге вентила; 4 - спољна опруга вентила; 5 - унутрашња опруга вентила; 6 - доње седиште опруге вентила; 7 - поклопац дефлектора уља; 8 - вођица вентила; 9 - глава цилиндра; 10 - заптивка брегастог вратила; 11 - вентили
Опруге вентила се проверавају на исти начин као код бензинског мотора (детаљи вентила су приказани на сл. 396).
Водилице вентила
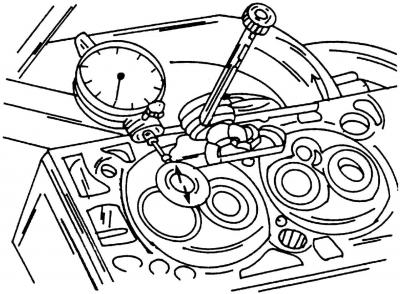
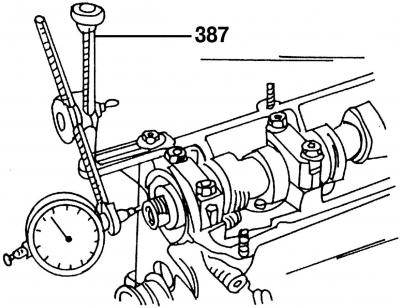
Сл. 397. Провера индикатора зазора стабла вентила у вођици вентила
Инсталирајте индикатор као што је приказано на сл. 397 и уметните вентил. Заљуљајте диск вентила на врху са једне на другу страну и проверите очитавање индикатора. Ако је добијена вредност већа од 1,3 мм, замените вођицу вентила. Пошто је разлика у величини између усисних и издувних вентила веома мала, пазите да не помешате усисне и издувне вентиле и само их убаците у одговарајуће рупе.
Након брушења, глава цилиндра се може користити ако има мале огреботине између седишта вентила, под условом да огреботине нису шире од 0,5 мм.
Да бисте заменили вођицу вентила, истисните стару вођицу вентила користећи одговарајући одмак са стране брегасте осовине главе цилиндра. Ако приметите да су вођице вентила залепљене, онда их треба истиснути са стране коморе за сагоревање (замењене чауре имају завртње). Глава цилиндра се може загрејати да би се олакшао овај рад. На бушилицу за вођицу вентила зашрафите клин који одговара унутрашњости вођице вентила.
Ако је потребно заменити вођицу вентила, замените вентил са њим. Затим млевите седишта вентила.
Нове вођице вентила добро подмажите уљем и притисните их са стране брегастих вратила у хладну главу цилиндра тако да раме вођице вентила уђе у главу цилиндра. Притисак притиска не би требало да буде већи од 1 т, иначе се крагна може одрезати.
Након притиска на водилицу вентила, обрадите га посебним развртачем. Обрадите водеће чауре усисног и издувног вентила помоћу развртача од 8,0 мм. Ово ће аутоматски добити исправан зазор вођица вентила.
Пажња! Ако су вођице вентила замењене, седишта вентила се морају изглодати.
Седишта вентила
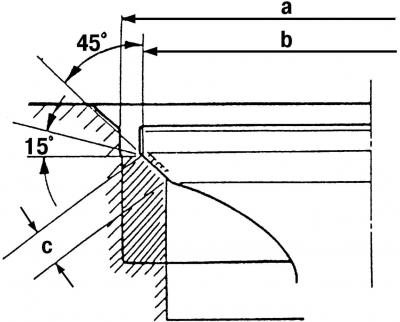
Сл. 398. Тип седишта вентила (Вредности приказаних мерења су дате у табели подешавања и контрола.): а - пречник седишта вентила; б - пречник главе вентила; ц - ширина седишта вентила
Обрадите седишта вентила у складу са онима приказаним на сл. 398 величина. Проверите да ли су сва седишта вентила истрошена и огреботина. Лагано хабање се може уклонити резачем (45°). Ако је седиште јако истрошено, поново изглодајте седишта вентила. Као што је већ поменуто, ако су чауре вентила замењене, онда се седишта вентила морају преклопити.
Извршите следећа мерења да бисте одредили величину преправљања седишта вентила:
- уметните вентил у његову водећу чауру и притисните на седиште вентила;
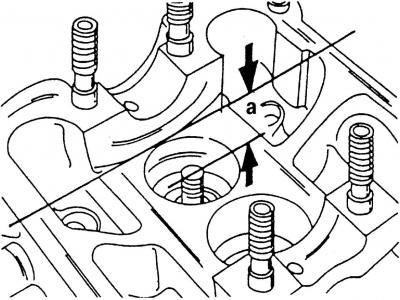
Сл. 399. Мерење дубине а при преради седишта вентила (приказано стрелицама)
- мера интервал а (пиринач. 399), између врха вентила и горње ивице главе цилиндра;
- Израчунајте максималну и минималну дозвољену вредност измерене вредности након глодања. На усисним вентилима треба да буде 35,8 мм, на издувним - 36,1 мм. Ако се од измерене вредности одузме минимално растојање, онда ће се добити максимална дозвољена вредност. Ово ће бити важно приликом обављања посла који је описан у наставку.
Седишта вентила се морају глодати ако су уграђене нове вођице. За ово вам је потребно:
- Оштрица од 45°, а затим ивица од 15°на горњој ивици седишта вентила (пиринач. 398), да се смањи ширина седишта вентила и доведе на 2,7 мм за усисне и 2,05 мм за издувне вентиле. Обраду треба прекинути чим димензије седишта вентила достигну наведене димензије. Седишта издувних вентила имају лимитаторе пречника. Приликом обраде, пазите да не оштетите ове граничнике;
- како не бисте превише избушили седишта вентила у глави цилиндра, обавезно извршите горе описана мерења;
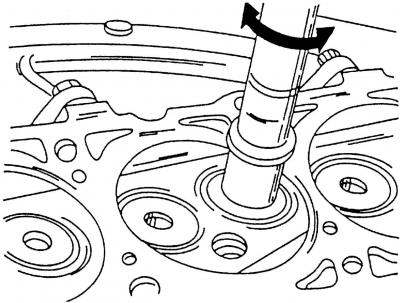
Сл. 400. Вентил за преклапање
- брусити машински обрађена седишта вентила. Да бисте то урадили, нанесите малу количину пасте за лепљење на седиште вентила и поставите вентил у одговарајуће седиште. Ротирање напред-назад (пиринач. 400) извршити млевење;
- након заливања, пажљиво очистите све делове прљавштине и пасте за лајпање и проверите седиште вентила на месту диска вентила и заптивног прстена. Континуирани непрозирни прстен треба да буде видљив на оба дела;
- нацртајте неколико линија оловком на прстену у плочици вентила. Цртице треба цртати око прстена у интервалима од приближно 1 мм. Након тога пажљиво уметните вентил у водећу чауру, спустите га на седиште и окрените га око 90°, примењујући благу силу на вентил;
- уклоните вентил и проверите да ли су линије оловке са о-прстена нестале.
Ако ширина седишта вентила одговара наведеним димензијама, може се уградити глава цилиндра. У супротном, седишта вентила морају бити прерађена или, у најмању руку, мора се уградити нова глава цилиндра.
Вентили
Мања оштећења на површини глава вентила могу се поправити преклапањем вентила у седиштима главе цилиндра, као што је већ описано.
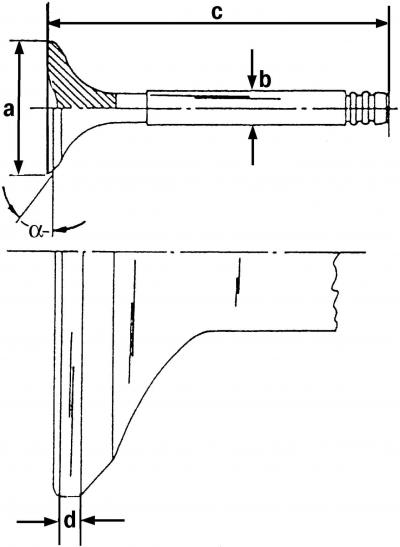
Сл. 401. Главне димензије вентила. Погледајте табелу подешавања и контроле за тачне вредности. Вредност д не може бити мања од минималне номиналне вредности ове величине: а - пречник диска вентила; б - пречник стабла вентила, ц - дужина вентила; д - ивица диска вентила; а = 45°
Узмите мере (пиринач. 401) и замените све вентиле ван величине. Можете узети вредности које одговарају ознакама а, б и ц из табеле толеранција и контроле.
Ако су крајеви стабљика вентила истрошени, могу се брусити на машини за млевење, под условом да се приликом брушења не уклони више од 0,5 мм материјала.
Дискови улазних вентила се могу брусити на млину вентила, под условом да је вредност б (пиринач. 401) биће мањи од 0,5 мм.
Брушење на машини није дозвољено за издувне вентиле, јер су направљени од посебног материјала. Само наношењем пасте издувни и усисни вентили се могу вратити у нормалу или, у супротном, заменити.
Глава цилиндра
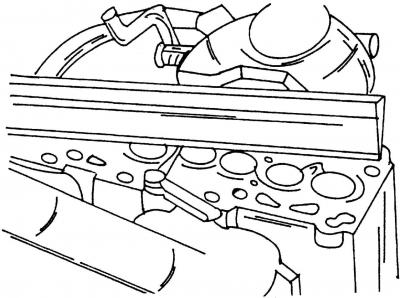
Сл. 402. Провера деформације главе цилиндра помоћу мерног лењира и сонде
Темељно очистите спојне површине главе цилиндра и блока цилиндра и проверите да ли је површина главе цилиндра деформисана. Да бисте то урадили, ставите мерни лењир на главу (пиринач. 402) и користите мерач за мерење да проверите зазор по дужини, попречно и дијагонално. Ако се мерач сензора може уметнути више од 0,1 мм, глава цилиндра мора бити брушена. Ако је зазор на било ком месту већи, онда треба заменити главу цилиндра, јер је уклањање већег слоја метала неприхватљиво. Деформација површине главе цилиндра може настати, на пример, када се мотор прегреје.
Цамсхафт
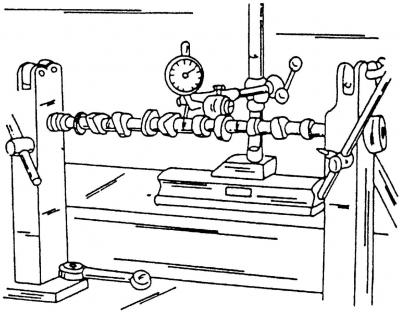
Сл. 403. Провера испадања брегастог вратила
Да бисте утврдили хабање брегастог вратила, стегните га, као што је приказано на сл. 403 и инсталирајте индикатор на средишњи лежај лежаја. Ако мерач показује одступање веће од 0,01 мм, онда је брегасто вратило деформисано и мора се заменити.
Проверите да ли су брегасте осовине оштећене.
Сл. 404. Мерење аксијалног зазора брегастог вратила
Да бисте измерили аксијални зазор брегасте осовине, уметните брегасту осовину у главу цилиндра (без потискивача) и причврстите га спољним поклопцима лежаја. Поставите главу цилиндра на глатку површину. Поставите индикатор на крајњу страну (пиринач. 404) и померати осовину напред и назад у правцу осе. Размак не би требало да буде већи од 0,15 мм. У супротном, носива површина поклопца лежаја је истрошена.
Коментари посетилаца